
Producten









Geperforeerd oogje
Heeft u een betrouwbaar geperforeerd oog nodig? Vanuit onze fabriek in China produceert Nuote Metals op maat gemaakte geperforeerde oogjes voor dekzeilen, spandoeken en outdooruitrusting. Het geperforeerde ontwerp zorgt voor schone gaten zonder vervorming van het weefsel, verkrijgbaar in messing, ijzer, roestvrij staal of aluminium. Perfect voor doe-het-zelvers en fabrikanten die op zoek zijn naar snelle versteviging. Los scheuren van randen op met oogjes die binnen enkele seconden worden geïnstalleerd. Vertrouw op ons voor consistente maatvoering en snelle levering.
Stuur onderzoek
Productomschrijving
Voor het verstevigen van gaten in stof, leer of dun plaatstaal biedt dit onderdeel een eenvoudige, permanente oplossing. In tegenstelling tot getrokken of buisvormige alternatieven, ageperforeerd oogjewordt gevormd door een cilinder uit een platte schijf te extruderen, wat resulteert in een naadloos, braamvrij onderdeel dat geschikt is voor assemblage in grote volumes.
Nuote metalenvolgt voor elke bestelling een strikt productieprotocol in zeven stappen, van de materiaalinkoop tot de eindinspectie. Deze gids beschrijft ons proces, materiaalopties, maatgegevens en transparant kwaliteitsbeleid.

Toepassingen in de echte wereld
Geval 1 – Decoratieve accenten van speelgoedmes (ABS-kunststof, messing geperforeerd oogje)
Een fabrikant van kinderspeelgoed wilde een realistische, premium uitstraling toevoegen aan hun serie speelmessen. Het ontwerp vereiste kleine metalen stippen rond het lemmet en het handvat om het uiterlijk van klinknagels op echt gereedschap na te bootsen. Deze accenten waren puur decoratief en niet dragend. De vereisten waren: glanzend, kindveilig, eenvoudig te installeren en veilig genoeg om zwaar spel te overleven.
We hebben messing geperforeerde oogonderdelen geleverd (3 mm binnendiameter, 6 mm buitenflens, 2 mm korte cilinderlengte, gelakte afwerking). Door de ondiepe loop kon het oog bijna vlak tegen het ABS-oppervlak liggen. De heldere koperen afwerking gaf het speelgoed een hoogwaardige, ‘authentieke’ uitstraling. Omdat het geponste oog geen scherpe bramen heeft, heeft het alle vingerveiligheidstests doorstaan. Wij raden een eenvoudige installatie met warmtepinnen aan: verwarm het oog een beetje en druk het in een voorgevormde uitsparing. Na 10.000 val- en stootcycli was geen van de decoratieve oogjes losgeraakt of eruit gevallen. De klant gebruikt nu onze messing gestanste oogjes in vier speelgoedmodellen als kenmerkend ontwerpelement.

Geval 2 – Bevestigingspunt voor zeildoek
Een industriële fabrikant van dekzeilen had een corrosiebestendig oog nodig voor zware vrachtwagenhoezen die werden blootgesteld aan strooizout en regen. De vorige aluminium oogjes vervormden onder hoge spanning en corrodeerden na één winter. Ze hadden een sterkere, roestbestendige oplossing nodig die een trekkracht van 200 kg kon weerstaan.
Wij raden messing geperforeerde oogonderdelen aan (8 mm binnendiameter, 15 mm buitenflens, 8 mm cilinderlengte, gelakte afwerking). Het messingmateriaal bood uitstekende corrosiebestendigheid onder buitenomstandigheden en bleef toch gemakkelijk uit te harden. De naadloze loop van het geperforeerde oog rolde stevig tegen het PVC-weefsel, waardoor doortrekken werd voorkomen. De brede messing flens verdeelde de belasting gelijkmatig, waardoor vervorming werd geëlimineerd. Na twee jaar gebruik in het veld van 5.000 dekzeilen zijn er nul storingen gemeld. De klant heeft sindsdien alle heavy-duty afdekkingen omgebouwd naar onze messing geponste oogjes.

Verschillende soorten oogjes die we kunnen maken
Nuote metalenproduceert verschillende soorten oogjes, zoals messing oogjes, stalen oogjes, RVS oogjes, aluminium oogjes, koperen oogjes en speciale oogjes.





Technische parameters – Materialen en afmetingen
Wij bieden deze zeilringen aan in vier materiaalfamilies.
Materiaalopties
| Materiaal | Cijfers | Typische afwerking | Corrosiebestendigheid |
|---|---|---|---|
| Messing | C26000 | Gelakt, antiek, nikkel | Goed (binnen/marine) |
| Koolstofarm staal | SPCC, Q195 | Verzinkt (helder/blauw/geel) | Matig tot goed |
| Aluminium | 5052, 1100 | Helder of kleur geanodiseerd | Goed (zoutspray 100+ uur) |
| Roestvrij staal | 304, 316 | Gepassiveerd, geparelstraald | Uitstekend (maritiem/chemisch) |
Standaard dimensionaal bereik
| Binnendiameter (mm) | Buitenflens (mm) | Vatlengte (mm) | Greepbereik (mm) |
|---|---|---|---|
| 3.0 | 6,0 – 6,5 | 3,4,5 | 1,0 – 3,5 |
| 4.0 | 7,5 – 8,0 | 4,5,6 | 1,5 – 4,5 |
| 5.0 | 9,0 – 10,0 | 5,6,7 | 2,0 – 5,5 |
| 6.0 | 10,5 – 11,5 | 6,7,8 | 2,5 – 6,5 |
| 8.0 | 13,5 – 15,0 | 7,8,10 | 3,0 – 8,0 |
| 10.0 | 16.0 – 18.0 | 8,10,12 | 3,5 – 10,0 |
Eigenlijk hebben we meer dan 3000 verschillende maten zeilringen op voorraad, hier zijn slechts enkele maten vermeld.
Productieproces in zeven stappen
Deze workflow volgen wij voor elke batch.
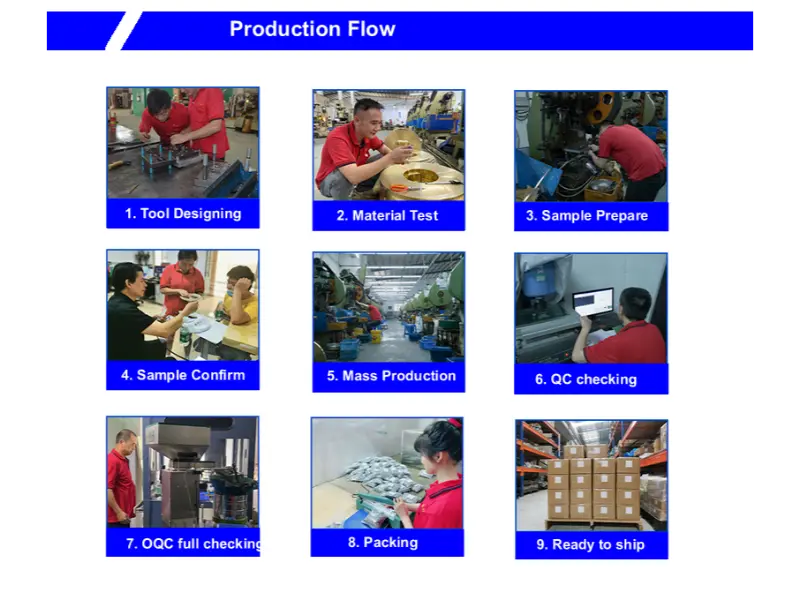
Stap voor stap van grondstof tot afgewerkt onderdeel
2. Materiaalinspectie– Binnenkomende spoelen worden getest met behulp van een spectrometer om de chemische samenstelling te verifiëren. De dikte wordt gecontroleerd met een lasermicrometer.
3. Aanpassing of configuratie van gereedschappen– Voor nieuwe afmetingen ontwerpen en bewerken wij hardmetalen progressieve matrijzen (doorlooptijd 15–25 dagen). Voor standaardformaten installeren en lijnen onze technici de bestaande matrijs uit.
4. Eerste artikelinspectie– De pers produceert 20–50 proefstukken. Ons QA-team meet elke afmeting (ID, OD, cilinderlengte, flensdikte). Monsters worden ter goedkeuring naar de klant gestuurd.
5. Massaproductie– Na goedkeuring draait de pers 200–600 slagen per minuut en produceert hij tot 30.000 componenten per uur. Elke 2.000 stuks vinden procescontroles plaats.
6. Uitbestede beplating (indien nodig)– Voor stalen of messing onderdelen die zink-, nikkel- of antieke afwerkingen vereisen, sturen we batches naar onze gecertificeerde galvanisatiepartners. De plaatdikte wordt geverifieerd door XRF.
7. Laatste uitgaande inspectie– Afgewerkte batches worden 100% optisch gesorteerd op kritische afmetingen. Er wordt een willekeurig monster (AQL 1.0) getrokken voor volledige dimensionale verificatie en pull-testverificatie. Bij elke zending wordt een conformiteitscertificaat afgegeven.
Deze workflow in zeven stappen zorgt ervoor dat iedereengeperforeerd oogjehet verlaten van onze fabriek voldoet aan de toleranties en materiaaleigenschappen die we beloven.
Bekijk onze vedio om te zien hoe wij zeilringen maken
Kwaliteitsborging en certificeringen
Voor elke batch hanteren wij het volgende:
- Certificeringsbereik
- ISO 9001:2015 Volledig kwaliteitsmanagementsysteem
- RoHS (2011/65/EU) Grenswaarden voor lood, cadmium, kwik (SGS getest)
- REACH SVHC-verklaring (huidige lijst)
- Conflictmineralen DRC-vrije verklaring
Elke zending omvat een molentestcertificaat, dimensionaal inspectierapport, plaatdiktecertificaat (indien van toepassing) en een ondertekend certificaat van overeenstemming.

Transparant beleid
- Voorbeeldbeleid – 20 gratis stuks voor elke standaardmaat (klant betaalt verzendkosten)
- Minimale bestelhoeveelheid – 2.000 stuks voor staal/messing; 5.000 voor roestvrij/aluminium
- Levertijd – 5-7 werkdagen voor voorraadmaten; 12–15 dagen voor aangepaste afwerkingen
- Gereedschapskosten – Geen voor standaard ID’s en looplengtes
- Retourbeleid – Defecte onderdelen worden kosteloos vervangen
Nuote metalenbrengt geen kosten in rekening voor herkwalificatie of herbemonstering wanneer niet aan de toleranties wordt voldaan.
Veelgestelde vragen
Vraag 1: Wat is het verschil tussen een geponst oog en een buisvormige klinknagel?
A: Het belangrijkste verschil ligt in de manier waarop ze worden gemaakt. Onsgeperforeerd oogje(ook wel diepgetrokken oogje genoemd) wordt gevormd uit een platte metalen plaat door middel van een progressief dieptrekproces: we ponsen een plano, trekken het vervolgens in een kopje en doorboren uiteindelijk de bodem om het gat te maken. Dit resulteert in een naadloos onderdeel uit één stuk met een gladde loop en geen verbindingen. Een buisvormige klinknagel begint daarentegen vanuit een metalen buis (naadloos of gelast). De buis wordt op lengte gesneden en vervolgens wordt het ene uiteinde opgerold of geleid om de flens te vormen. Omdat er gebruik wordt gemaakt van vooraf gemaakte buizen, kan een buisvormige klinknagel een zichtbare naad hebben (indien gelast) en heeft deze doorgaans een dunnere wand dan een getrokken oog met dezelfde diameter. Voor toepassingen die een schone, braamvrije boring en maximale uittrekweerstand vereisen in zachte materialen (leer, stof, kunststof), raden wij ons geperforeerd oog aan. Voor goedkope metaal-op-metaal-bevestiging van grote volumes waarbij een zichtbare naad acceptabel is, kan een buisvormige klinknagel volstaan.
Vraag 2: Kunnen roestvrijstalen geperforeerde oogonderdelen worden gemaakt zonder te barsten?
A: Ja, maar met specifieke bedieningselementen. Roestvast staal (vooral 304) hardt snel uit tijdens extrusie. We gebruiken gepolijste hardmetalen vormponsen en meertrapsextrusie (drie lichte slagen in plaats van één zware klap) om scheuren te voorkomen. Er wordt ook een hoogwaardig chloorvrij smeermiddel toegepast. Voor een cilinderlengte groter dan 1,5× ID adviseren wij tussentijds gloeien of overstappen op roestvrij staal 316. Ons interne afkeuringspercentage voor roestvrijstalen versies ligt 0,6%, onder het sectorgemiddelde.
Vraag 3: Hoe selecteer ik de juiste cilinderlengte voor een geperforeerd oog als de materiaalstapel schuim of opvulling bevat?
A: Meet de stapeldikte onder werkelijke klemdruk (niet in rust). Selecteer vervolgens een cilinderlengte die de samengedrukte dikte met 1,0–1,5 mm overschrijdt. Als schuim bijvoorbeeld samendrukt van 5 mm naar 2 mm onder 2 kg/cm², gebruik dan een cilinderlengte van 3,0–3,5 mm. Nuote Metals biedt monsterkits met meerdere cilinderlengtes, zodat u de clinch-formatie op uw eigenlijke materiaal kunt testen. We bieden ook een gratis gripbereikcalculator. Stuur ons uw materiaalstapelgegevens voor een aanbeveling.
Waarom voor ons kiezen
- Vier materiaalfamilies – messing, staal, aluminium, roestvrij (304/316)
- Eigen gereedschap – geen externe matrijzenkosten voor standaardformaten
- 100% optische sortering – elimineert niet-conforme onderdelen
- Gratis voorbeeldprogramma – test de pasvorm voordat u productiehoeveelheden bestelt
- Volledige traceerbaarheid – MTC-, CoC- en platingrapporten bij elke bestelling
ContactNuote metalenvandaag nog om een proefpakket of een compliancepakket aan te vragen.
Hottags: Geperforeerd oogje, China oogjesfabriek, China oogjes
Gerelateerde categorie
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid