
Producten








Hoge precisie metaalstempelen
Op zoek naar nauwkeurigheid op micronniveau? Nuote Metals, een Chinese fabriek, levert op maat gemaakte, uiterst nauwkeurige metalen stempels voor complexe componenten in de auto-, elektronica- en medische apparatuur. Onze geavanceerde gereedschappen zorgen voor nauwe toleranties en braamvrije randen, waardoor nabewerking en afval worden geëlimineerd. Of u nu ingewikkelde vormen of consistentie met een hoog volume nodig heeft, ons stempelproces garandeert herhaalbaarheid, onderdeel na onderdeel. Los slechte pasvorm en voortijdige slijtage op met nauwkeurig ontworpen metalen stempels. Vertrouw op ons voor kwaliteit die de kosten verlaagt en de betrouwbaarheid vergroot.
Stuur onderzoek
Productomschrijving
Wanneer uw ontwerp kenmerken vereist die zijn gemeten in microns of buighoeken tot een halve graad, is conventioneel stempelen niet voldoende.Metalen stempelen met hoge precisiecombineert geavanceerde perstechnologie, hardmetalen gereedschappen en rigoureuze procescontrole om componenten te leveren die aan veeleisende specificaties voldoen – onderdeel na onderdeel, gedurende miljoenen cycli.
Nuote metalenis gespecialiseerd in het uiterst nauwkeurig stempelen van metalen voor industrieën zoals medische apparatuur, connectoren voor de lucht- en ruimtevaart, autosensoren en elektronica. In deze gids worden onze mogelijkheden, kwaliteitssystemen en transparante benadering van precisieproductie uitgelegd.

Toepassingen in de praktijk van ons precisiestempelen
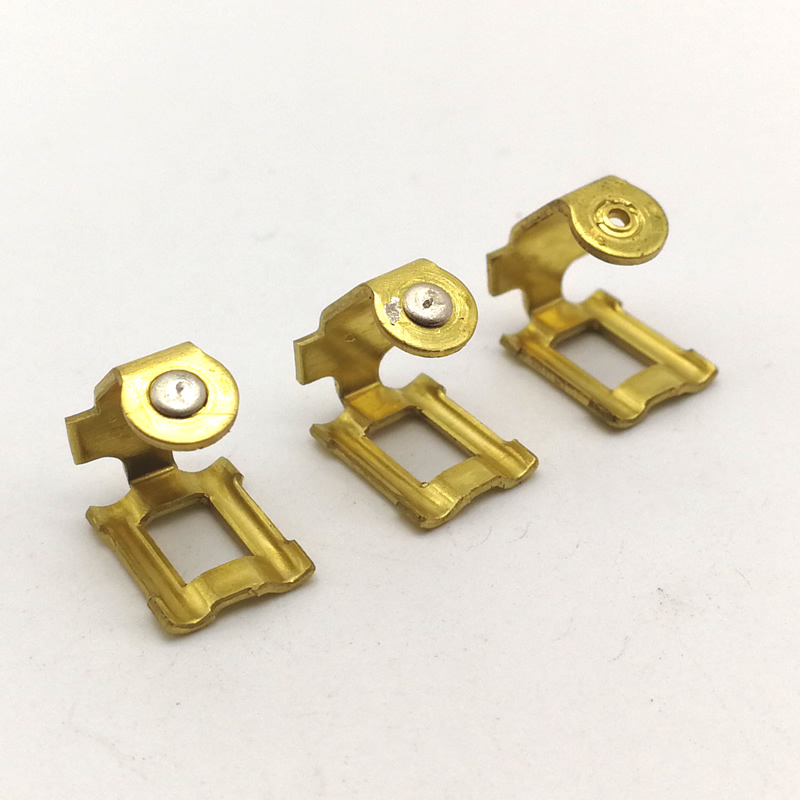
Geval 1 – Behuizing van medische sensor
Een fabrikant van medische apparatuur had een roestvrijstalen behuizing nodig met een kritische vlakheid van 0,05 mm over een lengte van 40 mm. Met behulp van metaalstansen met hoge precisie produceerden we 200.000 eenheden met een Cpk van 1,33 op vlakheidskarakteristiek. De klant heeft de FDA-inspectie doorstaan zonder bevindingen met betrekking tot onze onderdelen.
Geval 2 – Automotive-connectorterminal
Een topleverancier uit de automobielsector had een koperen aansluiting nodig met een gat met een diameter van 0,3 mm, geplaatst binnen ±0,01 mm van de werkelijke positie. Onshoge precisie metalen stempelenHet proces hield de tolerantie op 5 miljoen stuks, waardoor de noodzaak voor secundair boren werd geëlimineerd en de klant $ 0,02 per onderdeel bespaarde.
Technische parameters en mogelijkheden
Wij definiërenhoge precisie metalen stempelendoor de toleranties die we hanteren en de kenmerken die we produceren.
Dimensionale toleranties
| Functie | Standaard precisie | Hoge precisie (op aanvraag) |
|---|---|---|
| Gatdiameter (minder dan 5 mm) | ±0,025 mm | ±0,010 mm |
| Hartafstand van gat tot gat | ±0,025 mm | ±0,010 mm |
| Blanke contour (afgesneden rand) | ±0,050 mm | ±0,025 mm |
| Buighoek | ±0,5° | ±0,2° |
| Gevormde hoogte (kuiltjes, verschuivingen) | ±0,05 mm | ±0,02 mm |
| Vlakheid over een lengte van 50 mm | ±0,10 mm | ±0,05 mm |
| Braamhoogte (geschoren rand) | ≤0,05 mm | ≤0,02 mm |
Materiaaldikte en persmogelijkheden
| Parameter | Bereik |
|---|---|
| Materiaaldikte (staal, roestvrij staal, messing) | 0,10 mm – 2,0 mm |
| Materiaaldikte (aluminium, koper) | 0,15 mm – 2,5 mm |
| Druk op tonnage | 25 – 200 ton |
| Perssnelheid (voor precisiewerk) | 100 – 400 SPM (langzamer dan stempelen op hoge snelheid) |
| Maximale strookbreedte | 300 mm |
| Gewichtscapaciteit van de spoel | Tot 1.000kg |
Materialen die we gewoonlijk stempelen
- Roestvrij staal – 304, 316, 301 volledig hard
- Koolstofstaal – SPCC, SPCD, 1008, 1010, 1045
- Messing – C26000, C26800
- Fosforbrons – C5191
- Berylliumkoper – C17200 (hittebehandeld na stempelen)
- Aluminium – 5052, 1100, 6061 (gegloeid)
- Nikkelzilver – voor corrosiebestendige contacten
Kijk eens in onze stempelworkshop hoe wij een stempelonderdeel maken.
Ons zevenstaps proces voor het stempelen van metalen met hoge precisie
We volgen een gedisciplineerde workflow om nauwe toleranties te bereiken en te behouden.
Stap voor stap van grondstof tot afgewerkt onderdeel
1. Materiaalinkoop –Wij kopen gecertificeerde rollen bij erkende fabrieken. Elke spoel krijgt een warmtenummer toegewezen voor volledige traceerbaarheid.
2. Materiaalinspectie –Binnenkomende spoelen worden getest met een spectrometer en een laserdiktemeter. Wij keuren elke spoel af met een diktevariatie groter dan ±2% van de nominale waarde.
3. Aanpassing of configuratie van gereedschappen –Voor nieuwe onderdelen ontwerpen en bewerken we hardmetalen progressieve matrijzen met draadvonkprofielen (tolerantie op matrijsopening ±0,002 mm). Voor bestaande gereedschappen verifiëren onze technici de matrijsuitlijning en de toestand van de pilotpen.
4.Eerste artikelinspectie –De pers draait 50 proefstukken. Met behulp van een CMM of visionsysteem meten wij elke afmeting op de tekening in. Er wordt een volledig FAI-rapport naar de klant gestuurd.
5. Massaproductie –Na goedkeuring laten we de pers draaien op een geoptimaliseerde snelheid (doorgaans 150–250 SPM voor precisiewerk). Elke 500 stuks vinden er tijdens het proces controles plaats op kritische afmetingen.
6. Beplating uitbesteed (indien nodig) –Voor onderdelen die zink-, nikkel-, tin- of vergulding vereisen, sturen we batches naar onze gecertificeerde partners. De plaatdikte wordt geverifieerd door XRF.
7. Laatste uitgaande inspectie –Wij maken gebruik van optische sorteermachines voor 100% inspectie van kritische afmetingen. Er wordt een AQL-monster (niveau II, 1.0) getrokken voor volledige verificatie. Bij elke zending wordt een conformiteitscertificaat meegeleverd.

Kwaliteitsborging en certificeringen
Onshoge precisie metalen stempelenactiviteiten worden ondersteund door de volgende certificeringen:
| Certificering | Domein |
|---|---|
| ISO9001:2015 | Kwaliteitsmanagementsysteem |
| IATF 16949 | Automotive kwaliteit (beschikbaar voor automotive projecten) |
| ISO13485 | Kwaliteit van medische hulpmiddelen (beschikbaar op aanvraag) |
| RoHS / REACH | Materiële naleving |

Elke zending omvat:
- Molentestcertificaat (materiaalchemie en hardheid)
- Eerste artikel inspectierapport (voor nieuw gereedschap)
- Dimensionaal inspectierapport (voor productiepartijen)
- Beplatingscertificaat (indien van toepassing)
- Ondertekend certificaat van overeenstemming
Transparant beleid voor precisiestempels
Voorbeeldbeleid –50 gratis stuks van nieuwe gereedschappen (klant betaalt verzendkosten)
Minimale bestelhoeveelheid –10.000 stuks voor nieuwe gereedschappen; 5.000 voor bestaande gereedschappen
Doorlooptijd voor gereedschap –20-30 werkdagen voor progressieve matrijzen
Doorlooptijd voor productie –10-15 werkdagen na goedkeuring van het monster
Eigendom van gereedschap –De klant behoudt het eigendom van het gereedschap; wij slaan het gratis op
Retourbeleid –Defecte onderdelen worden kosteloos vervangen
Nuote metalenbrengt geen kosten in rekening voor herkwalificatie als bij de eerste monsters niet aan de toleranties wordt voldaan.
Klanten waarmee wij samenwerken
Veelgestelde vragen
Vraag 1: Wat is het verschil tussen metaalstansen met hoge precisie en conventioneel stempelen?
A: Het belangrijkste verschil is het niveau van dimensionale controle. Conventioneel stempelen heeft doorgaans toleranties van ±0,10 mm tot ±0,25 mm. Onze uiterst nauwkeurige metaalstansen bereiken ±0,025 mm op gatposities en ±0,05 mm op blanco contouren. Dit wordt mogelijk gemaakt door het gebruik van hardmetalen matrijzen met draadvonkopeningen, persen met geleide ramsystemen en statistische procescontrole tijdens het proces. Voor toepassingen waarbij onderdelen worden gebruikt bij geautomatiseerde assemblage of waar pasvorm met bijpassende componenten van cruciaal belang is, raden we metaalstansen met hoge precisie aan om nabewerking of montagefouten te voorkomen.
Vraag 2: Hoe handhaaft u de standtijd van het gereedschap terwijl u zulke nauwe toleranties behoudt over miljoenen slagen?
A: We gebruiken hardmetalen wisselplaten voor alle snij- en vormstations. Carbide behoudt scherpe randen 10-20 keer langer dan gereedschapsstaal, wat braamgroei en maatafwijking voorkomt. We passen ook TiCN- of AlCrN-coatings toe op ponsen om wrijving te verminderen. Onze gereedschapsingenieurs monitoren de stempelslijtage via in-die-sensoren die de stripkracht meten; wanneer een vooraf bepaalde drempel wordt bereikt, stopt de pers automatisch. De typische standtijd voor het met hoge precisie metaalstansen van 0,5 mm roestvrij staal bedraagt 3-5 miljoen slagen voordat opnieuw slijpen nodig is.
Vraag 3: Kunt u met hoge precisie metaalstempelen uitvoeren op materialen die dunner zijn dan 0,1 mm? Welke uitdagingen ontstaan er?
A: Ja, we hebben gestempelde materialen zo dun als 0,05 mm (berylliumkoper en roestvrij). De uitdagingen zijn echter onder meer het hanteren van materiaal (dunne spoelen knikken gemakkelijk), het uitwerpen van onderdelen (statische elektriciteit kan ertoe leiden dat onderdelen aan ponsen blijven plakken) en meten (standaard remklauwen kunnen niet worden gebruikt). We pakken deze problemen aan door gebruik te maken van servovoedingen met spanningscontrole, antistatische ionisatoren en contactloze lasermicrometers voor inspectie. Voor het met hoge precisie metaalstansen van ultradunne materialen raden we ook lagere perssnelheden aan (100–150 SPM) om trillingen te verminderen. Neem contact met ons op met uw specifieke dikte en onderdeelgeometrie voor een haalbaarheidsbeoordeling.
Waarom voor ons kiezen voor metaalstempelen met hoge precisie
- Eigen ontwerp van gereedschappen en productie van hardmetalen matrijzen
- CMM- en visionsystemen voor dimensionale validatie
- Statistische procescontrole (SPC) bij elke productierun
- Volledige traceerbaarheid van materialen, van spoel tot afgewerkt onderdeel
- Gratis eerste artikelinspectierapport bij elk nieuw gereedschap
- Wereldwijde verzending naar meer dan 50 landen
ContactNuote metalenvandaag om uw te besprekenhoge precisie metalen stempelenproject of om een voorbeeldonderdeel van een bestaande tool aan te vragen.
Hottags: Hoge precisie metaal stempelen, China Precisie stempelen Fabrikant, Precisie metaal stempelen Leverancier
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid