
Producten






Stempelen met hoge snelheid
Vanuit onze fabriek in China levert Nuote Metals op maat gemaakte hogesnelheidsstempels voor precisieonderdelen. Dit proces zorgt voor een snelle output en nauwe toleranties, waardoor de kosten voor bestellingen in de automobiel- en elektronicasector worden verlaagd. Vertrouw op ons voor een efficiënte productie die uw project in beweging houdt.
Stuur onderzoek
Productomschrijving
In de competitieve wereld van metaalvervorming heeft snelheid een directe invloed op de kosten. Stempelen op hoge snelheid is het productieproces dat duizenden precisiecomponenten per minuut levert, waardoor het de voorkeurskeuze is voor industrieën die grote hoeveelheden kleine tot middelgrote metalen onderdelen vereisen.
Nuote metalenexploiteert een speciale hogesnelheidstempelfaciliteit met persen die 200 tot 1.200 slagen per minuut kunnen halen. Onze hogesnelheidsstempellijnen produceren jaarlijks miljarden onderdelen voor de automobiel-, elektronica-, medische en consumptiegoederensector.
Wat is hogesnelheidsstempelen?
Stempelen op hoge snelheid is een metaalvormproces waarbij gebruik wordt gemaakt van op maat gemaakte progressieve matrijzen die op persen zijn gemonteerd en die met aanzienlijk hogere snelheden draaien dan conventioneel stempelen. Typischhoge snelheid stempelenwerkt met 200–1.200 slagen per minuut (SPM), vergeleken met 30–80 SPM voor standaardpersen.
Dehoge snelheid stempelenproces voert metalen spiraal door een richter en in de pers. Met elke slag worden meerdere bewerkingen tegelijkertijd uitgevoerd: doorboren, stansen, buigen, munten. Onderdelen verlaten de matrijs met snelheden gemeten in duizenden per uur.
Belangrijkste kenmerken van stempelen op hoge snelheid:
Extreem hoge output – Miljoenen onderdelen per week uit één enkele pers
Nauwe toleranties – Handhaafd door stijve matrijsconstructie en persstabiliteit
Minimale arbeid – Volledig geautomatiseerde productie van spoel tot onderdeel
Lagere stukprijs – Een hoog volume compenseert de gereedschaps- en instelkosten

Waarom kiezen voor Nuote Metals voor stempelen met hoge snelheid?
Gespecialiseerde uitrustingsvloot
Nuote metalenbeschikt over een perslijn die speciaal is geconfigureerd voor stempelen op hoge snelheid. Alle persen zijn voorzien van geavanceerde trillingsdemping en nauwkeurige geleidingssystemen.
| Druk op Parameter | Specificatie |
|---|---|
| Druk op typen | C-frame en hoge snelheid op de rechte kant |
| Perscapaciteit | 25 ton tot 200 ton |
| Snelheidsbereik | 200 – 1.200 slagen per minuut |
| Maximale spoelbreedte | 400 mm |
| Maximale materiaaldikte | 3,0 mm (staal) / 1,5 mm (roestvrij) |
| Nauwkeurigheid van invoer | ±0,05 mm |
| Bescherming tegen sterven | Sensoren voor papierstoringen, uitwerpen van onderdelen en knikken van materiaal |
Gereedschapsexpertise voor stempelen op hoge snelheid
Stempelen met hoge snelheidstelt extreme eisen aan de matrijsconstructie. Nuote Metals ontwerpt en bouwt progressieve matrijzen speciaal voor hoge snelheden:
--Hardmetalen ponsen en wisselplaten – Slijtvastheid voor miljoenen slagen
--Gebalanceerde matrijssecties – Verminderde trillingen bij hoge cyclussnelheden
--Positieve uitwerping van onderdelen – Lucht- of veerpennen om de matrijs bij elke slag vrij te maken
--Smeersystemen – Micro-mist-applicators voor consistente coating van de spoel
--Snel verwisselbare matrijzensets – Minder dan 30 minuten voor het verwisselen van matrijzen
Technische mogelijkheden van Nuote Metals High Speed Stamping
Materiaalcompatibiliteit voor stempelen op hoge snelheid
Niet alle metalen presteren even goed bij stempelen op hoge snelheid.Nuote metalenheeft de volgende materialen gevalideerd voor productie op hoge snelheid:
| Materiaal | Typische dikte | Maximale SPM | Gemeenschappelijke delen |
|---|---|---|---|
| Laag koolstofstaal (SPCC, SPCD) | 0,2 – 2,5 mm | 1.200 | Terminals, ringen, clips |
| Roestvrij staal (304, 301) | 0,1 – 1,2 mm | 600 | Veercontacten, medische componenten |
| Messing (C260, C268) | 0,1 – 2,0 mm | 1.000 | Elektrische aansluitingen, connectorpinnen |
| Fosfor brons | 0,1 – 0,8 mm | 1.000 | Relaisveren, wisselmessen |
| Aluminium (5052, 1100) | 0,2 – 2,0 mm | 800 | Koellichamen, EMI-schilden, batterijcontacten |
| Koper (C110) | 0,1 – 1,5 mm | 1.200 | Busbars, aardingsclips |
Maattoleranties haalbaar met stempelen op hoge snelheid
Ondanks de hoge fietscijfers,Nuote metalenhandhaaft nauwe toleranties door middel van in-matrijsdetectie en selectie van gereedschapsstaal.
| Functietype | Standaardtolerantie (hoog volume) | Precisiemogelijkheden (met in-die-sensoren) |
|---|---|---|
| Gatdiameter (minder dan 5 mm) | ±0,025 mm | ±0,010 mm |
| Blanco contour (progressieve strook) | ±0,050 mm | ±0,025 mm |
| Hartafstand van gat tot gat | ±0,050 mm | ±0,025 mm |
| Vormhoogte (bochten, kuiltjes) | ±0,075 mm | ±0,050 mm |
| Vlakheid (per 50 mm lengte) | ±0,10 mm | ±0,05 mm |
| Braamhoogte (geschoren randen) | ≤0,05 mm | ≤0,025 mm |
Productievolumes voor stempelen met hoge snelheid
Stempelen met hoge snelheidis het meest zuinig bij hogere volumes.Nuote metalenbiedt richtlijnen voor volumeniveaus.
| Volumelaag | Typische onderdeelhoeveelheid | Aanbevolen proces | Doorlooptijd (gereedschap) |
|---|---|---|---|
| Prototype / piloot | 100 – 5.000 stuks | Lasergesneden of zacht gereedschap | 7 – 14 dagen |
| Laag volume | 5.000 – 50.000 stuks | Conventioneel stempelen (80 SPM) | 20 – 30 dagen |
| Gemiddeld volume | 50.000 – 500.000 stuks | Stempelen op hoge snelheid (400 SPM) | 25 – 35 dagen |
| Hoog volume | 500.000 – 10M+ stuks | Stempelen op hoge snelheid (800+ SPM) | 30 – 45 dagen |
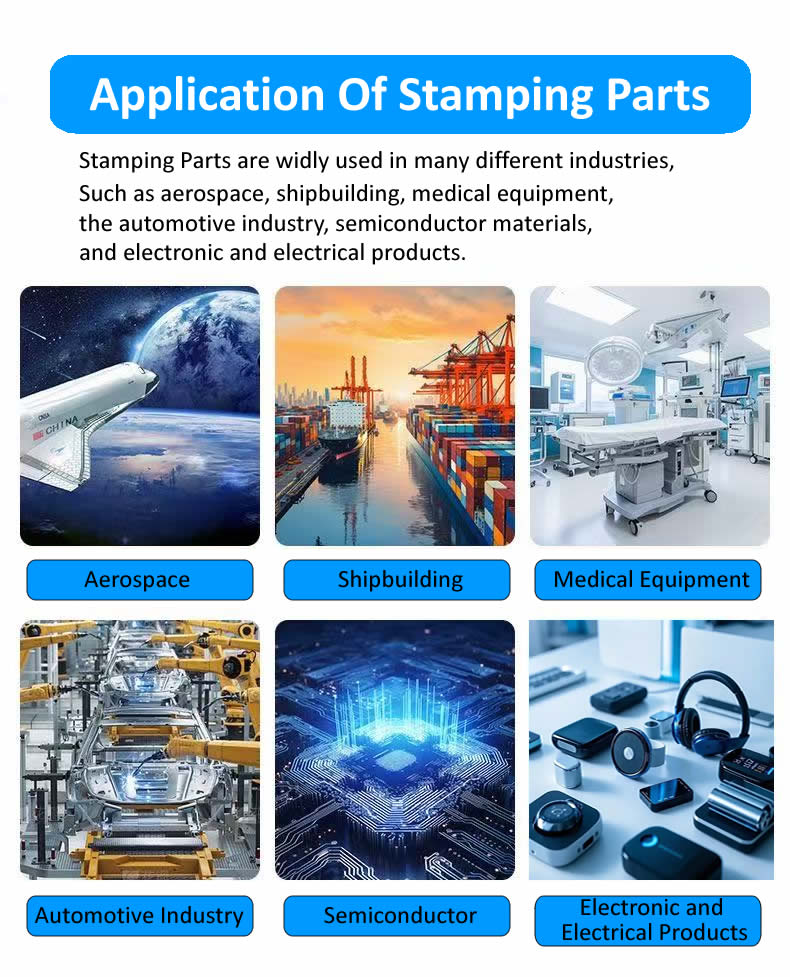
Toepassingen die het meest geschikt zijn voor stempelen op hoge snelheid
Nuote metalenheeft stempelen met hoge snelheid toegepast in veel industrieën. Hieronder vindt u karakteristieke onderdeelfamilies.
Elektrische en elektronische componenten
Batterijcontacten en knoopcelterminals
Relais en wisselbladen
Connectorpinnen en stopcontacten
Afschermingsbussen (EMI/RFI)
Leadframes voor halfgeleiders
Sleepringen en borstelhouders
Autobevestigingsmiddelen en clips
Kabelboomclips en houders
Slangklemmen (bandstijl)
Zekeringkastaansluitingen
Sensormontagebeugels (klein formaat)
Pakkingen en vulplaten
Onderdelen van de veiligheidsgordelgesp
Onderdelen van medische apparatuur
Kaken voor chirurgische instrumenten (gestempelde plano's)
Implanteerbare apparaatbehuizingen (dunwandig)
Katheterconnectorringen
Orthopedische schroevendraaierbits (gestempelde formulieren)
Contacten voor diagnostische teststrips
Consumentenproducten
Ritstanden en schuifregelaars
Componenten met drukknopen
Sleutelschakelaarkoepels (metaal)
Batterijcontacten voor speelgoed en afstandsbedieningen
Veerklemmen voor pennen en gereedschap
Industrieel en hardware
Borgringen en borgringen
Klemmenblokken en kabelschoenen
Kabelbinders (versies met metalen weerhaken)
Afstandhouders en afstandhouders
Naamplaatjes en serielabels
Kwaliteitsborging bij hogesnelheidsstempelen – EEAT-principes
Nuote metalendemonstreert ervaring, expertise, gezaghebbendheid en vertrouwen door middel van rigoureuze procescontroles die op maat zijn gemaakthoge snelheid stempelen.
Ervaring met het ontwerpen van matrijzen met hoge snelheid
Onze gereedschapsingenieurs hebben gedurende drie decennia aan gecombineerde ervaring meer dan 500 progressieve matrijzen ontworpen voor stempelen op hoge snelheid. Elke matrijs ondergaat een eindige-elementenanalyse (FEA) om de beweging van de strip en de trillingsmodi vóór de productie te voorspellen.
Expertise in monitoring tijdens het proces
Voor het stempelen op hoge snelheid is realtime kwaliteitsfeedback vereist. Bij Nuote Metals werken:
Optische sensoren – Detecteer de aanwezigheid en vorm van onderdelen bij elke slag
Lasermicrometers – Meet kritische breedtes met 1.000 metingen per seconde
Wervelstroomtesten – Controleer de hardheid en scheuren van het materiaal (voor veiligheidsonderdelen)
SPC-software – Volgt dimensionale trends en alarmen bij drift
Gezaghebbendheid door naleving door de industrie
Onze hogesnelheidsstempelactiviteiten zijn gecertificeerd volgens:
ISO 9001:2015 – Volledig kwaliteitsmanagement
IATF 16949 – Automotive-kwaliteitsnorm (beschikbaar voor automotive-projecten)
IPC-A-610 – Aanvaardbaarheid voor elektronische assemblages (waar van toepassing)
RoHS & REACH – Materiaalconformiteit voor alle geproduceerde onderdelen

Vertrouwen door transparantie van gegevens
Voor elke productieorder voor stempelen op hoge snelheid biedt Nuote Metals:
Eerste artikelinspectierapport – 100% gemeten afmetingen
Procescapaciteitenonderzoek (Cpk) – Voor klantkritische dimensies
Materiaalcertificaten – Traceerbaar naar de originele molen
Monsteronderdelen – 20 stuks verzonden vóór volledige productie
Stempelen op hoge snelheid versus conventioneel stempelen – een vergelijking
Bij het selecteren van een productieproces is het begrijpen van de afwegingen essentieel.
| Factor | Conventioneel stempelen | Stempelen met hoge snelheid |
|---|---|---|
| Slagen per minuut | 30 – 80 | 200 – 1.200 |
| Typisch jaarlijks volume | 50k – 500k onderdelen | 500k – 50M onderdelen |
| Matrijsconstructie | Gereedschapsstaal (D2, A2) | Hardmetalen wisselplaten + gereedschapsstaal |
| Sterf kosten | Lager (eenvoudigere constructie) | Hoger (precisieslijpen vereist) |
| Deel complexiteit | Eenvoudig tot gemiddeld | Eenvoudig (voornamelijk plat of milde vorming) |
| Materiaaldiktebereik | 0,5 – 6,0 mm | 0,1 – 3,0 mm |
| Omschakeltijd | 1 – 2 uur | 0,5 – 1 uur (snelwisselgereedschap) |
| Arbeid per dienst | 1 – 2 operators | 0,5 operators (halfautomatisch) |
| Stukprijs (hoog volume) | Gematigd | Zeer laag |
Nuote metalenraadt stempelen met hoge snelheid aan wanneer de jaarlijkse volumes groter zijn dan 500.000 stuks en de onderdeelgeometrie voornamelijk vlak is of milde bochten bevat.
Veelgestelde vragen over stempelen met hoge snelheid
Hieronder vindt u de meest voorkomende technische vragen die Nuote Metals heeft ontvangenhoge snelheid stempelen.
Vraag 1: Wat is het minimale jaarlijkse volume dat nodig is om de kosten voor stempelgereedschappen met hoge snelheid te rechtvaardigen?
A: Het break-evenpunt voor stempelen met hoge snelheid hangt af van de complexiteit van het onderdeel en het materiaal. Als algemene regel van Nuote Metals wordt stempelen op hoge snelheid economisch voordelig wanneer de jaarlijkse volumes groter zijn dan 500.000 stuks voor eenvoudige onderdelen (ringen, clips, terminals) of 200.000 stuks voor middelmatig complexe onderdelen (meerdere bochten, nauwe toleranties). Onder deze drempels kan conventioneel stempelen of zelfs CNC-ponsen lagere totale kosten opleveren als de afschrijving van het gereedschap in aanmerking wordt genomen. Een typische progressieve stempelmatrijs met hoge snelheid en hardmetalen inzetstukken kost bijvoorbeeld $ 8.000 - $ 20.000, afhankelijk van het aantal stations. Als die matrijs onderdelen produceert voor $ 0,01 per stuk versus conventioneel stempelen voor $ 0,03 per stuk, bedraagt de besparing per onderdeel $ 0,02. De dobbelsteen betaalt zichzelf terug na 400.000–1.000.000 stuks. Nuote Metals biedt een gratis kostenvergelijkingsanalyse voor uw onderdeeltekening. We berekenen de stukprijs voor zowel conventionele als hogesnelheidsstansmethoden.
Vraag 2: Kan stempelen met hoge snelheid onderdelen produceren met complexe driedimensionale vormen, zoals diepgetrokken cups of beugels met meerdere hoeken?
A: Stempelen op hoge snelheid is het meest geschikt voor onderdelen die overwegend vlak zijn of een zachte vorm hebben (buighoogten tot 3-4 keer de materiaaldikte). Voor dieptrekken (komdiepte groter dan diameter) of complexe beugels met meerdere hoeken zijn doorgaans lagere perssnelheden nodig (30–80 SPM) om het materiaal goed te laten stromen zonder te scheuren of te kreuken. Nuote Metals kan echter beperkte vormen verwerken in stempelmatrijzen met hoge snelheid, bijvoorbeeld reliëfribben, ondiepe kuiltjes, offset-bochten (Z-vormen) en eenvoudige U-bochten tot 90 graden. Als uw onderdeel dieptrekken over 8 mm of meerdere samengestelde bochten vereist, raden wij onze conventionele stanslijn aan, die werkt met 60–100 SPM, maar complexere geometrieën aankan. Neem contact op met Nuote Metals met uw 3D-model, en onze ingenieurs zullen u adviseren of stempelen met hoge snelheid technisch haalbaar is voor uw specifieke geometrie.
Vraag 3: Hoe behoudt Nuote Metals de maatstabiliteit tijdens lange stempelruns op hoge snelheid (miljoenen slagen)?
A: Het behouden van precisie over miljoenen slagen is de kernuitdaging van stempelen op hoge snelheid. Nuote Metals hanteert drie strategieën. Ten eerste gebruiken we hardmetalen wisselplaten voor alle kritische snij- en vormstations; hardmetaal houdt scherpe randen 10 tot 20 keer langer vast dan gereedschapsstaal, waardoor braamgroei en maatafwijking worden voorkomen. Ten tweede zijn onze hogesnelheidsstanspersen uitgerust met automatische smeersystemen die bij elke slag micro-olie op de spiraal aanbrengen, waardoor wrijving en warmteontwikkeling worden verminderd. Ten derde implementeren we in-die-detectie: optische sensoren monitoren de aanwezigheid van onderdelen, en lasermicrometers controleren de sleutelwijdte elke 10.000 slagen. Wanneer een meting de controlelimieten nadert, stopt de pers automatisch. Met behulp van deze methoden voert Nuote Metals regelmatig stempelopdrachten uit op hoge snelheid van 5 tot 10 miljoen onderdelen, zonder noemenswaardige slijtage van het gereedschap. We bieden doorlopende Cpk-rapporten per 100.000 stuks om de processtabiliteit aan te tonen.
Vraag 4: Welke soorten defecten zijn uniek voor stempelen met hoge snelheid, en hoe voorkomt Nuote Metals deze?
A: Stempelen op hoge snelheid introduceert defectmodi die niet voorkomen bij langzamere processen. De meest voorkomende zijn onder meer het knikken van de spoel (materiaal stapelt zich op bij de ingang van de matrijs als gevolg van een verkeerde combinatie van de voeding), vreten (metaal wordt door hitte overgebracht naar ponsoppervlakken) en onvolledig strippen (onderdeel blijft aan de pons plakken en wordt weer naar boven gedragen). Nuote Metals voorkomt dit door specifieke ontwerpkenmerken: precisie-aanvoerrollen met servobesturing (±0,02 mm nauwkeurigheid), gepolijste en gecoate stempels (TiN- of TiCN-coatings verminderen vreten) en positieve stripplaten met veerdruk afgestemd op de materiaaldikte. Bovendien zijn onze hogesnelheidsstanspersen voorzien van detectoren voor invoerfouten en sensoren voor het knikken van de strip, die de pers binnen één slag stoppen. Voor materialen die gevoelig zijn voor randscheuren bij hoge snelheid (bijvoorbeeld halfhard roestvrij staal), kunnen we uitgloeien of een ander smeermiddel aanbevelen. Als u een van deze problemen ondervindt bij een bestaande leverancier van hogesnelheidsstansen, kan Nuote Metals uw onderdeel- en matrijsontwerp kosteloos beoordelen.
Waarom samenwerken met Nuote Metals voor stempelen op hoge snelheid?
Het selecteren van de juiste hogesnelheidsstempelpartner zorgt voor een consistente kwaliteit tegen de laagste stukprijs. Nuote Metals biedt:
Speciale hogesnelheidspersen – 200 tot 1.200 SPM, 25 tot 200 ton
Interne productie van hardmetalen matrijzen – Geen vertragingen bij uitbesteding
Geautomatiseerde productie van spoel tot onderdeel – Minimale arbeidskosten per onderdeel
Toleranties tot ±0,01 mm – Geverifieerd door laser- en optische systemen
Volumes van 50.000 tot 50 miljoen+ – Flexibele capaciteit
Materiaalcertificaten en Cpk-rapporten – Volledige traceerbaarheid
Wereldwijde logistiek – Verzending naar meer dan 40 landen
ContactNuote metalenvandaag nog om uw tekening in te dienen voor eenhoge snelheid stempelenhaalbaarheidsonderzoek en op volume gebaseerde offerte.
Hottags: Hoge snelheid stempelen, China stempelen fabrikant, China hoge snelheid stempelen
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid