
Producten






Stempelonderdelen van roestvrij staal
Op zoek naar duurzame roestvrijstalen stansonderdelen? Nuote Metals, een Chinese fabriek, levert op maat gemaakte oplossingen voor auto- en medische apparatuur. Onze precisiestempels zorgen voor roestvrije sterkte en exacte pasvormen. Los problemen met corrosie en slijtage op met onderdelen die lang meegaan. Vertrouw op de fabriek voor kwaliteit die presteert.
Stuur onderzoek
Productomschrijving
Voor componenten die worden blootgesteld aan vocht, chemicaliën of extreme temperaturen is de materiaalkeuze van cruciaal belang.Stempelonderdelen van roestvrij staalleveren de corrosieweerstand en mechanische sterkte waar gewoon koolstofstaal niet aan kan tippen, waardoor ze de standaard worden voor medische, voedselverwerkende, maritieme en architectonische toepassingen.
Nuote metalenis gespecialiseerd in de productie van roestvrijstalen stempelonderdelen van austenitische (304, 316), ferritische (430) en martensitische (410, 420) kwaliteiten. Onze stempelprocessen zijn geoptimaliseerd om de unieke uitdagingen van het werken met roestvrij staal te overwinnen: verharding, hoge treksterkte en gereedschapsslijtage.

Wat zijn roestvrijstalen stempelonderdelen?
Stempelonderdelen van roestvrij staal zijn metalen componenten die worden geproduceerd door roestvrijstalen spoel of plaat door een stempelpers te voeren die is uitgerust met op maat gemaakte matrijzen. Het proces snijdt, buigt, vormt of trekt het materiaal in voltooide vormen.
In tegenstelling tot zacht staal bevatten roestvrijstalen stempelonderdelen ten minste 10,5% chroom, dat een passieve oxidelaag vormt die bestand is tegen roest en vlekken. Deze zelfherstellende laag maakt roestvrij staal ideaal voor toepassingen die zuiverheid, een lange levensduur en weerstand tegen agressieve omgevingen vereisen.
Nuote metalenproduceert roestvrijstalen stempelonderdelen in drie primaire families:
--Austenitisch (304, 316) – Meest voorkomende, niet-magnetisch, uitstekende vervormbaarheid
--Ferriet (430) – Magnetisch, lagere kosten, goede corrosieweerstand
--Martensitisch (410, 420) – Hardt uit door warmtebehandeling, slijtvast

Waarom kiezen voor Nuote Metals voor roestvrijstalen stempelonderdelen?
Materiaaldeskundigheid
Roestvast staal gedraagt zich anders dan koolstofstaal. De ingenieurs van Nuote Metals begrijpen:
Werkhardingssnelheden – 304 roestvrij staal hardt snel uit tijdens het vormen, wat een zorgvuldig gereedschapsontwerp en smering vereist
Terugveringskarakteristieken – Een hogere vloeigrens betekent dat roestvrij staal meer terugkeert naar zijn oorspronkelijke vorm dan zacht staal
Neiging tot invreten – Roestvast staal kan zich onder druk hechten aan gereedschapsoppervlakken, waardoor gepolijste matrijzen en specifieke coatings nodig zijn
Speciaal gereedschap voor roestvrij staal
Onze matrijzen voor roestvrijstalen stempelonderdelen zijn voorzien van:
Hardmetalen of D2-gereedschapsstaal – Bestand tegen schurende slijtage door roestvrij staal
TiN- of TiCN-coatings – Vermindert wrijving en vreten
Royale radius – Voorkomt scheuren in bochten
Precisiespelingen – 8–12% per zijde (vergeleken met 5–8% voor zacht staal)
Technische specificaties van Nuote Metals roestvrijstalen stempelonderdelen
Beschikbare roestvrijstalen kwaliteiten
| Cijfer | Type | Belangrijkste eigenschappen | Typische toepassingen |
|---|---|---|---|
| 304 | Austenitisch | Beste allround corrosieweerstand, goede vervormbaarheid | Medische apparaten, voedselapparatuur, chemische hardware |
| 304L | Austenitisch | Lager koolstofgehalte (0,03%), betere lasbaarheid | Gelaste samenstellingen, dikke secties |
| 316 | Austenitisch | Molybdeen toegevoegd, uitstekende zoutwaterbestendigheid | Maritieme componenten, farmaceutische apparatuur |
| 316L | Austenitisch | Koolstofarme versie van 316 | Implanteerbare apparaten, chirurgische instrumenten |
| 430 | Ferritisch | Magnetisch, lagere kosten, goed voor milde corrosie | Apparaatbekleding, uitlaatklemmen voor auto's |
| 410 | Martensitisch | Warmtebehandelbaar tot HRC 38–45, slijtvast | Klepstelen, pompassen (gestempelde plano's) |
| 420 | Martensitisch | Hogere hardheid (HRC 48–52) na warmtebehandeling | Bestek, chirurgische scharen (gestempelde formulieren) |
| 301 (volledig hard) | Austenitisch | Hoge treksterkte door koudwalsen | Veerklemmen, batterijcontacten, ringen |
Dimensionale mogelijkheden
Nuote metalenproduceertroestvrijstalen stempeldelenover een breed groottebereik.
| Parameter | Vermogen |
|---|---|
| Materiaaldiktebereik | 0,1 mm tot 4,0 mm (afhankelijk van soort) |
| Maximale onderdeelgrootte (progressieve matrijs) | 300 x 300 mm |
| Maximale onderdeelgrootte (samengestelde matrijs) | 500 x 500 mm |
| Minimale gatdiameter | Gelijk aan materiaaldikte (1xT) voor doorboren |
| Toleranties (standaard) | ±0,10 mm bij afmetingen kleiner dan 100 mm |
| Toleranties (precisie) | ±0,05 mm op kritische kenmerken |
| Vlakheid (per 100 mm) | ≤0,20 mm (na spanningsverlichting indien nodig) |
Stempelprocessen voor roestvrij staal
| Proces | Geschiktheid voor roestvrij staal | Opmerkingen |
|---|---|---|
| Blanking | Uitstekend | Hardmetalen matrijzen vereist voor grote volumes |
| Doordringend | Goed | Kleine gaatjes (< 1,5xT) vereisen mogelijk een perforatie in twee slagen |
| Buigen (luchtbuigen) | Goed | Houd rekening met terugvering (doorgaans is een overbuiging van 2–5° nodig) |
| Buigen (munten) | Uitstekend | Vermindert de terugvering, maar vereist een hoger tonnage |
| Ondiepe tekening (diepte < 2x dia) | Goed | Bij voorkeur gegloeid 304; smering cruciaal |
| Dieptrekken | Redelijk tot matig | Meerdere trekbeurten en tussentijds uitgloeien kunnen nodig zijn |
| Munten/reliëf | Goed | Vanwege verharding van het werk is een hoog perstonnage nodig |
Mechanische eigenschappen na het stempelen
| Cijfer | Treksterkte (MPa) | Opbrengststerkte (MPa) | Verlenging % | Hardheid (typisch) |
|---|---|---|---|---|
| 304 (gegloeid) | 515 – 620 | 205 – 240 | 40 – 60 | HRB 70–85 |
| 304 (1/2 moeilijk) | 860 – 1030 | 690 – 860 | 10 – 20 | HRC 25–32 |
| 316 (gegloeid) | 550 – 620 | 205 – 240 | 40 – 60 | HRB 75–85 |
| 430 (gegloeid) | 450 – 550 | 240 – 310 | 20 – 30 | HRB 75–85 |
| 410 (gegloeid) | 480 – 550 | 275 – 345 | 15 – 20 | HRB 80–90 |
Let op: roestvrijstalen stempelonderdelen kunnen tijdens het vormen uitharden. Geef “gegloeid na het stempelen” op als een zachte toestand vereist is.
Oppervlakteafwerkingen voor roestvrijstalen stempelonderdelen
Nuote metalenbiedt meerdere afwerkingen na het stempelen om het uiterlijk of de functie te verbeteren.
Mechanische afwerkingen
| Finish | Beschrijving | Methode | Sollicitatie |
|---|---|---|---|
| #2B (molen) | Gladde, reflecterende afwerking (standaard) | Zoals gerold met licht koudwalsen | Algemene industriële, verborgen onderdelen |
| #4 (geborsteld) | Fijne directionele satijnlijnen | Afwerking van schuurbanden | Voedselapparatuur, architectonische bekleding |
| #8 (spiegel) | Sterk reflecterend, spiegelachtig | Progressief polijsten | Decoratieve, medische instrumenten |
| Parelstralen | Uniform mat, niet-directioneel | Impact van glazen kraal | Medische behuizingen, esthetische onderdelen |
| Elektrolytisch polijsten | Gladde, heldere, passieve laag verbeterd | Elektrochemische verwijdering van microbramen | Farmaceutisch, halfgeleider, hoge zuiverheid |
Coatings en behandelingen (zeldzaam voor roestvrij staal, maar beschikbaar)
| Behandeling | Doel | Typische dikte |
|---|---|---|
| Passivering | Verwijdert vrij ijzer, herstelt de corrosieweerstand | Niet meetbaar (chemisch proces) |
| Zwart oxide | Anti-glare, milde corrosieweerstand | 0,5 – 1,5 µm |
| PVD-coating (TiN, CrN) | Slijtvastheid, decoratieve kleur | 1 – 3 µm |
Toepassingen van roestvrijstalen stempelonderdelen
Nuote metalen-benodigdhedenroestvrijstalen stempeldelenvoor industrieën die hygiëne, duurzaamheid en corrosiebestendigheid vereisen.
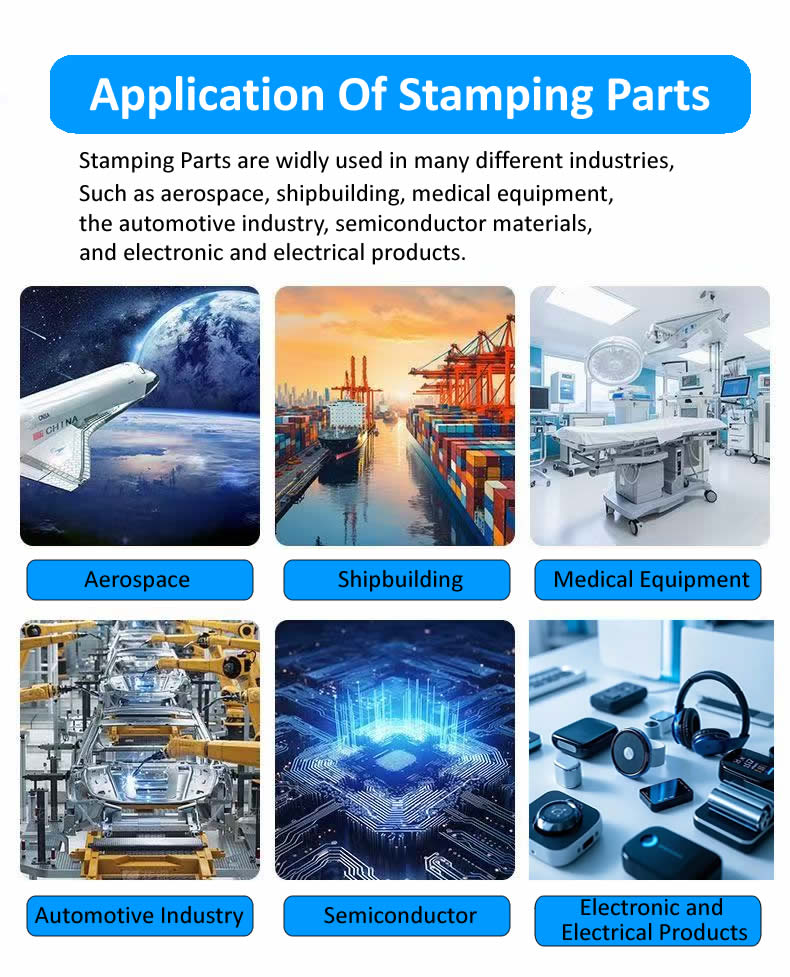
Medisch en gezondheidszorg
Handvatten en kaken van chirurgische instrumenten (gestempelde plano's)
Orthopedische implantaatproefonderdelen
Sterilisatiebakje geperforeerde vellen
Diagnoseapparatuur chassis
Hardware en grendels voor ziekenhuisbedden
Voedsel- en drankverwerking
Transportband kettingschakels
Pompmembraanhouders
Montagebeugels voor mengblad
Onderdelen van het vulmondstuk
Sanitaire buisklemmen en flenzen
Maritiem en offshore
Bootschoenbodems en scharnieren
Achterplaten van dekhardware
Uitlaatsysteemklemmen (kwaliteit 316)
Zoutwaterfilterhuizen
Onderdelen van elektrische behuizingen voor offshore-platforms
Auto- en bedrijfsvoertuigen
Uitlaatspruitstukpakkingen
Beugels voor brandstofsysteem
Turbo hitteschilden
Onderdelen ruitenwisserarm (430 roestvrij)
Sjorringen voor vrachtwagenbedden
Chemisch en Industrieel
Beugels voor klepactuator
Slijtplaten van de pomp
Steunen voor filterbehuizing
Behuizingen voor laboratoriumapparatuur
Onderdelen van manometers
Kwaliteitsborging voor roestvrijstalen stempelonderdelen – EEAT in de praktijk
Nuote metalenhanteert strenge kwaliteitsprotocollen die specifiek zijn voor roestvrij staal.
Ervaring met werkverharding
Onze stempelingenieurs hebben meer dan 10 jaar ervaring met austenitisch roestvast staal. We gebruiken eindige elementenanalyse (FEA) om verdunning en scheurvorming bij bochten te voorspellen, waarbij we de matrijsgeometrie aanpassen om de minimale dikte te behouden.
Expertise in corrosietesten
Voor roestvrijstalen stempelonderdelen die bestemd zijn voor zware omstandigheden, bieden wij:
Zoutsproeitest (ASTM B117) – 200 tot 1.000 uur, afhankelijk van de kwaliteit
Passiveringsverificatie – Kopersulfaat- of ferroxyltest volgens ASTM A967
Intergranulaire corrosietest – voor gelaste roestvrijstalen onderdelen (ASTM A262)
Gezaghebbendheid door middel van normen
Onze roestvrijstalen stempelonderdelen voldoen aan:
ASTM A240/A240M – Standaard voor roestvrijstalen plaat/plaat
ISO 9001:2015 – Kwaliteitsmanagement
ISO 13485 – Kwaliteit van medische hulpmiddelen (beschikbaar op aanvraag)
FDA-conformiteit – voor toepassingen die in contact komen met levensmiddelen (materiaalcertificering)

Vertrouwen door traceerbaarheid
Elke partij roestvrijstalen stempelonderdelen van Nuote Metals omvat:
Molentestcertificaat (MTC) – Chemische en mechanische eigenschappen
Inspectierapport – Belangrijkste afmetingen met daadwerkelijk gemeten waarden
Passiveringscertificaat (indien toegepast) – Datum, methode, testresultaat
Monsteronderdelen – 10 stuks verzonden vóór productievrijgave
Veelvoorkomende uitdagingen bij het stempelen van roestvrij staal en hoe Nuote Metals deze oplost
| Uitdaging | Oorzaak | Nuote metalen-oplossing |
|---|---|---|
| Scheuren in bochten | Onvoldoende buigradius of verharding | Gebruik een minimale binnenradius van 2xT; specificeer gegloeid materiaal; stressverlichting toevoegen |
| Vraten (materiaaloverdracht om te sterven) | Hoge wrijving en druk | Gepolijste hardmetalen matrijzen; TiN-coating; hoogwaardig smeermiddel |
| Terugvering waardoor verkeerde hoeken ontstaan | Hoge vloeigrens van roestvrij staal | Overbuigmatrijzen (compensatie van 2–5 °); munten in plaats van luchtbuigen |
| Bramen op geschoren randen | Versleten stempel-/matrijsspeling | Houd een speling van 8–12% per zijde aan; gebruik scherpe hardmetalen ponsen; secundair ontbramen |
| Oppervlaktekrassen tijdens het hanteren | Austenitisch roestvrij staal is relatief zacht | Kunststof tussenvoering tussen gestempelde delen; beklede zeecontainers |
Veelgestelde vragen over roestvrijstalen stempelonderdelen
Hieronder vindt u de meest voorkomende technische vragen die Nuote Metals heeft ontvangenroestvrijstalen stempeldelen.
Vraag 1: Wat is het verschil tussen roestvrij staal 304 en 316 voor roestvrijstalen stempelonderdelen? Welke moet ik kiezen?
A: Het belangrijkste verschil is het molybdeengehalte. 304 roestvrij staal bevat 18% chroom en 8% nikkel en biedt een uitstekende algemene corrosieweerstand. 316 voegt 2-3% molybdeen toe, wat de weerstand tegen chloriden (zout water, strooizout, bleekmiddel) aanzienlijk verbetert. Voor roestvrijstalen stempelonderdelen die binnenshuis of in zoet water worden gebruikt, is 304 voldoende en zuiniger. Voor mariene omgevingen, buitentoepassingen aan de kust, chemische fabrieken die met chloriden werken of voedselverwerking met zoute pekel adviseert Nuote Metals 316. Houd er rekening mee dat 316 ongeveer 15-20% duurder is dan 304 en een iets lagere vervormbaarheid heeft (vereist een grotere buigradius). Als uw roestvrijstalen stempelonderdelen worden gelast, raden we 304L of 316L (versies met laag koolstofgehalte) aan om sensibilisering en intergranulaire corrosie in de door hitte beïnvloede zone te voorkomen.
Vraag 2: Hoe voorkomt Nuote Metals het vreten bij het stansen van roestvrijstalen onderdelen? Waarom is vreten een probleem?
A: Invreten is de overdracht door koudlassen van roestvrij staalmateriaal naar het matrijsoppervlak. Dit komt doordat de passieve oxidelaag op roestvrij staal onder druk kan worden doorbroken, waardoor bloot metaal-op-metaal contact mogelijk is. Vreten veroorzaakt ruwe onderdeeloppervlakken, dimensionale drift en uiteindelijk falen van de matrijs. Nuote Metals voorkomt het invretenroestvrijstalen stempeldelenvia drie methoden. Ten eerste gebruiken we hardmetalen matrijsinzetstukken die zijn gepolijst tot een Ra van 0,1 µm of beter; gladdere oppervlakken verminderen de hechtingspunten. Ten tweede passen we PVD-coatings (TiN of TiCN) toe op ponsen en vormgereedschappen, waardoor een harde barrière met lage wrijving ontstaat. Ten derde selecteren we chloorvrije extreme-druk-smeermiddelen die speciaal zijn ontwikkeld voor austenitisch roestvast staal. Voor roestvrijstalen stempelonderdelen met grote volumes implementeren we ook automatische microsmeersystemen die bij elke slag verse olie aanbrengen. Als er nog steeds vreten optreedt, detecteren onze in-die-sensoren de verhoogde stripkracht en stoppen de pers automatisch.
Vraag 3: Kunt u roestvrijstalen stempelonderdelen produceren zonder bramen op de geschoren randen? Wat is uw standaard braamhoogte?
A: Braamvrije randen zijn bij conventioneel stempelen technisch onmogelijk, omdat bij knippen aan één kant altijd een kleine opstaande rand achterblijft. Nuote Metals controleert bramen echter streng. Onze standaard acceptatielimiet voor roestvrijstalen stansonderdelen is braamhoogte ≤ 5% van de materiaaldikte (bijvoorbeeld maximaal 0,05 mm voor materiaal van 1,0 mm dik). Voor toepassingen die vrijwel geen bramen vereisen (bijvoorbeeld onderdelen die in contact komen met menselijk weefsel of kwetsbare draadisolatie), bieden we secundair ontbramen aan met behulp van trillend tuimelen (verwijdert bramen tot ≤0,02 mm en voegt een kleine randradius toe) of elektrolytisch polijsten (lost microbramen chemisch op en verbetert de oppervlakteafwerking). Geef op uw tekening “geen scherpe randen” of “braamhoogte max. 0,03 mm” aan. Voor roestvrijstalen stempelonderdelen met grote volumes waarbij bramen onaanvaardbaar zijn, kunnen we fijn stansen (een alternatief proces) of secundair slijpen aanbevelen, hoewel beide de kosten met zich meebrengen. Neem contact op met Nuote Metals met uw braamlimietvereiste voor een haalbaarheidsbeoordeling.
Vraag 4: Moeten roestvrijstalen stempelonderdelen worden gepassiveerd na het stempelen? Wanneer is het vereist?
A: Passivering is een chemische behandeling die vrije ijzerdeeltjes van het oppervlak verwijdertroestvrijstalen stempeldelen. Tijdens het stempelen kan het gereedschap microscopisch kleine ijzerdeeltjes op het onderdeel overbrengen. Deze ijzerdeeltjes kunnen roesten, waardoor er rode vlekken ontstaan die de corrosiebestendigheid aantasten. Passivering lost deze deeltjes op zonder het onderliggende chroomrijke roestvrij staal aan te tasten. Nuote Metals beveelt passivering aan voor roestvrijstalen stempelonderdelen die worden gebruikt in medische apparatuur, contact met voedsel, maritieme omgevingen of elke toepassing waarbij roestvlekken onaanvaardbaar zijn. Passivering is ook vereist door ASTM A967 voor bepaalde medische en ruimtevaartspecificaties. Voor algemene industriële roestvrijstalen stempelonderdelen (bijv. beugels, klemmen, behuizingen) die binnenshuis worden gebruikt, is passivering vaak optioneel. Onderdelen kunnen wij gestempeld of gepassiveerd leveren. Onze passivatielijn maakt gebruik van citroenzuur (milieuvriendelijk) en omvat verificatietesten volgens ASTM A967.
Waarom samenwerken met Nuote Metal voor roestvrijstalen stempelonderdelen?
Het selecteren van de juiste leverancier voor roestvrijstalen stansonderdelen vereist expertise op het gebied van materiaalgedrag, gereedschapsontwerp en nabewerking. Nuote Metals biedt:
Meer dan 10 jaar specifiek stempelen van roestvrij staal
Soorten op voorraad – 304, 304L, 316, 316L, 430, 410, 301
Passivering in eigen huis – Citroenzuurlijn met verificatietesten
Toleranties tot ±0,05 mm – op kritische kenmerken
Volumes van 1.000 tot 5.000.000+ stuks
Gratis DFM-beoordeling – Voor nieuwe ontwerpen van roestvrijstalen stempelonderdelen
Voorbeeldprogramma – 20 gratis stuks uit productiegereedschap
Volledige traceerbaarheid – Fabriekscertificaten en inspectierapporten bij elke bestelling
ContactNuote metalenvandaag nog om uw tekening te uploaden of uw vereisten voor roestvrijstalen stempelonderdelen te bespreken.
Hottags: Stempelonderdelen van roestvrij staal, Aangepaste roestvrijstalen stempelonderdelen, Fabriek van roestvrijstalen stempelonderdelen
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid