
Producten






Gestempelde stalen onderdelen
Robuuste, gestempelde stalen onderdelen nodig? Nuote Metals, een Chinese fabriek, biedt op maat gemaakte stalen componenten voor zware machines en constructies. Ons stempelen met een hoog tonnage zorgt voor een consistente dikte en slagvastheid. Los structurele zwakte op met stalen onderdelen die zijn ontworpen voor sterkte. Vertrouw op de fabriek voor duurzame duurzaamheid.
Stuur onderzoek
Productomschrijving
Voor talloze industriële en commerciële producten is staal de ruggengraat.Gestempelde stalen onderdelenbieden een ongeëvenaarde combinatie van mechanische sterkte, materiaalbeschikbaarheid en kosteneffectiviteit. Van beugels voor zware apparatuur tot elektronische precisieframes: componenten van gestempeld staal domineren toepassingen waarbij betrouwbaarheid onder belasting essentieel is.
Nuote metalenproduceert al meer dan tien jaar hoogwaardige gestempelde stalen onderdelen. Onze persen verwerken koolstofarme, koolstofrijke en gelegeerde staalsoorten met een dikte van 0,3 mm tot 6,0 mm. We combineren materiaalwetenschap met efficiënte stempelprocessen om componenten te leveren die voldoen aan strenge prestatienormen zonder onnodige kosten.

Wat zijn gestempelde stalen onderdelen?
Gestempelde stalen onderdelenzijn metalen componenten die worden gevormd door stalen spoel of plaat in een stempelpers te voeren die is uitgerust met op maat gemaakte matrijzen. De pers voert bewerkingen uit zoals stansen, doorboren, buigen, tekenen of reliëfdrukken om de uiteindelijke vorm te creëren.
De term 'gestempelde stalen onderdelen' verwijst doorgaans naar componenten gemaakt van koolstofstaal of laaggelegeerd staal, anders dan roestvrij staal, aluminium of messing. Veel voorkomende staalsoorten zijn onder meer:
Laag koolstofstaal (SPCC, SPCD, Q195, 1008) – Uitstekende vervormbaarheid, economisch
Medium koolstofstaal (S45C, 1045) – Hogere sterkte, slijtvastheid
Hoog koolstofstaal (SK5, 1080) – Veertemperatie, hardheid
Gelegeerd staal (SPRING STEEL, 51CrV4) – Hoge weerstand tegen vermoeidheid bij dynamische belastingen
Nuote metalenselecteert voor elke toepassing de optimale staalsoort, waarbij de eisen op het gebied van vervormbaarheid, sterkte, kosten en oppervlakteafwerking in evenwicht worden gebracht.
Bekijk de video voor meer informatie over onze stempelworkshop
Waarom kiezen voor staal voor gestempelde componenten?
Staal blijft niet voor niets het meest gestempelde materiaal.Nuote metalenbenadrukt deze voordelen van gestempelde stalen onderdelen:
Hoge sterkte-kostenverhouding – Staal biedt grotere sterkte dan aluminium of messing tegen lagere materiaalkosten
Magnetische eigenschappen – Essentieel voor sensoren, relais en elektromagnetische assemblages
Lasbaarheid – Stalen onderdelen zijn gemakkelijk geschikt voor punt-, projectie- of laserlassen
Compatibiliteit met beplating – Zink, nikkel, tin en andere beplatingen hechten goed aan staal
Beschikbaarheid – Staalrollen zijn wereldwijd verkrijgbaar met korte doorlooptijden
Technische specificaties van Nuote Metals gestempelde stalen onderdelen
Materiaalopties voor gestempelde stalen onderdelen
| Cijfer | Type | Treksterkte (MPa) | Opbrengststerkte (MPa) | Typische hardheid | Beste toepassingen |
|---|---|---|---|---|---|
| SPCC/Q195 | Koolstofarm, commerciële kwaliteit | 270 – 350 | 180 – 240 | HRB 45-60 | Algemene beugels, behuizingen, chassisdelen |
| SPCD/1008 | Laag koolstofgehalte, trekkwaliteit | 280 – 370 | 190 – 250 | HRB 50-65 | Getrokken cups, complexe vormen |
| SPCE / 1010 | Koolstofarm, dieptrekkwaliteit | 300 – 390 | 210 – 260 | HRB 55–70 | Diepgetrokken behuizingen, brandstoftanks voor auto's |
| S45C / 1045 | Middelmatige koolstof | 570 – 700 | 350 – 450 | HRB 85-95 | Tandwielen (gestempelde plano's), assen, slijtplaten |
| SK5 / 1080 | Hoog koolstofgehalte (verenstaal) | 800 – 1.100 (gehard) | 500 – 800 | HRC 40-55 | Clips, veren, borgringen, zaagbladen |
| 51CrV4 | Gelegeerd verenstaal | 1.200 – 1.500 | 1.000 – 1.300 | HRC 45–52 | Hoogcyclische bladveren, koppelingsplaten |
Dimensionale mogelijkheden voor gestempelde stalen onderdelen
Nuote metalenproduceertgestempelde stalen onderdelenin een breed scala aan maten en toleranties.
| Parameter | Standaard mogelijkheden | Precisiemogelijkheden (op aanvraag) |
|---|---|---|
| Materiaal dikte | 0,3 mm – 6,0 mm | 0,2 mm – 8,0 mm (beperkte kwaliteiten) |
| Maximale onderdeelafmeting (progressieve matrijs) | 300 x 300 mm | 400 x 400 mm |
| Maximale onderdeelafmeting (transfermatrijs) | 500 x 600 mm | 600 x 800 mm |
| Toleranties (blanking/piercing) | ±0,10 mm | ±0,05 mm |
| Toleranties (buighoeken) | ±1° | ±0,5° |
| Minimale gatdiameter (doorboren) | 1,0 x materiaaldikte | 0,8 x materiaaldikte |
| Braamhoogte (standaard) | ≤0,10 mm | ≤0,05 mm |
Stempelprocessen voor gestempelde stalen onderdelen
Nuote metalenselecteert de juiste stempelmethode op basis van de geometrie en het volume van het onderdeel.
| Proces | Typische staaldikte | Jaarlijks volumebereik | Voordelen |
|---|---|---|---|
| Samengestelde matrijzenstempelen | 0,5 – 6,0 mm | 5k – 100k | Lage gereedschapskosten, eenvoudige platte onderdelen |
| Progressief stempelen | 0,3 – 4,0 mm | 100k – 10M+ | Hoge snelheid, complexe onderdelen met meerdere stations |
| Overdrachtstempels | 1,0 – 6,0 mm | 50k – 500k | Grote delen, diepe trekkingen |
| Fijne blanking | 1,0 – 12,0 mm | 50k – 500k | Braamvrije snijranden, strakke vlakheid |
Oppervlakteafwerkingen beschikbaar
Meestgestempelde stalen onderdeleneen post-stempelbehandeling ondergaan om corrosie te voorkomen of het uiterlijk te verbeteren.
| Finish | Beschrijving | Dikte | Corrosiebestendigheid (zoutnevel) |
|---|---|---|---|
| Verzinken (helder/blauw/geel) | Gegalvaniseerd zink met passivatie | 5 – 12 µm | 48 – 120 uur |
| Zink-nikkellegering | Superieure corrosiebescherming | 8 – 15 µm | 200 – 500 uur |
| Thermisch verzinken | Zware zinklaag, matte afwerking | 40 – 80 µm | 500 – 1.000 uur |
| Zwart oxide | Conversiecoating, antireflectie | 0,5 – 1,5 µm | 24 – 72 uur (olie vereist) |
| Poedercoating | Gekleurde polymere coating | 60 – 120 µm | 500+ uur (afhankelijk van kwaliteit) |
| E-coating/elektrocoating | Kathodische epoxydip | 15 – 25 µm | 300 – 600 uur |
| Fosfaat (mangaan/zink) | Conversiecoating voor verfbasis of smering | 2 – 10 µm | Laag (vereist topcoat) |
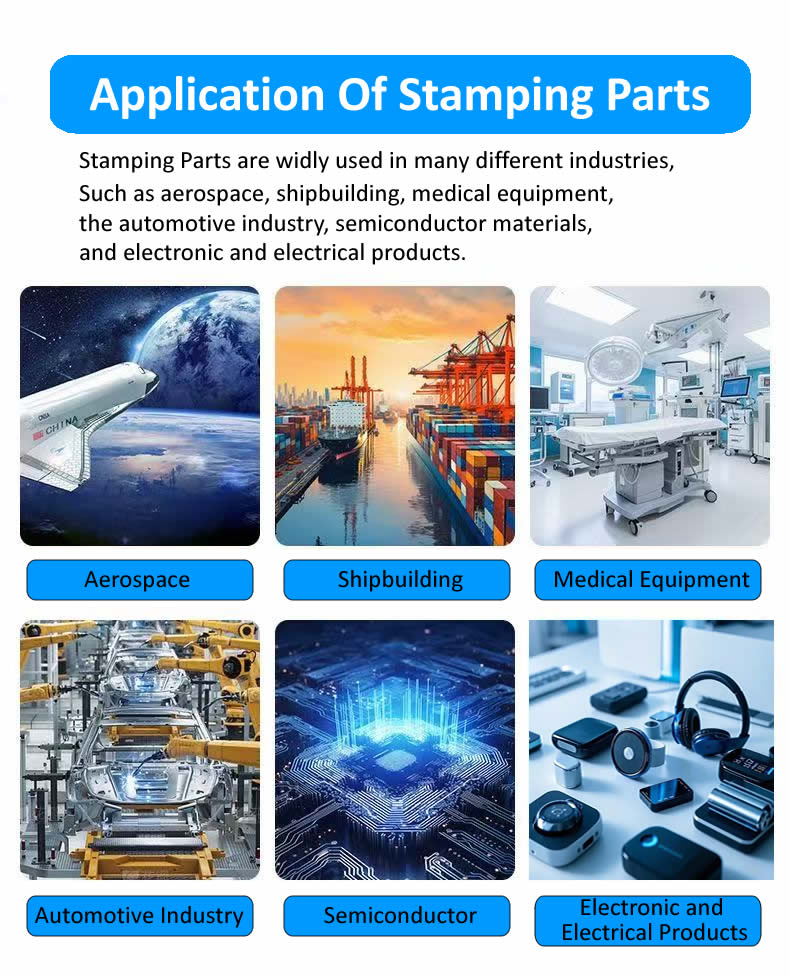
Toepassingen van gestempelde stalen onderdelen
Nuote metalenlevert gestempelde stalen onderdelen in vrijwel elke branche. Hieronder vindt u representatieve voorbeelden per sector.
Accurail voor elektrische voertuigen (koolstofarm staal, 2,0 mm dik)
Een fabrikant van EV-batterijpakketten had een reeks rails nodig om individuele cellen met elkaar te verbinden. De eisen waren hoog: vlakheid binnen 0,1 mm over een lengte van 150 mm, meerdere nauwkeurig geperforeerde gaten voor celaansluitingen en een zink-nikkel-beplating voor corrosiebestendigheid. Het jaarlijkse volume bedroeg 80.000 sets – te hoog voor CNC, te complex voor een eenvoudige matrijs.
Nuote metalenontwierp een progressieve matrijs met acht stations: doorboren, gleufsteken, munten voor vlakheid en uiteindelijke afsnijding. De gestempelde stalen onderdelen kwamen met 60 slagen per minuut van de pers, elk met een vlakheid van 0,08 mm en gatposities binnen ± 0,05 mm. Na het plateren doorstonden de rails 500 uur zoutsproeitesten. De klant verlaagde de componentkosten met 62% in vergelijking met machinaal bewerkt koper en elimineerde twee secundaire bewerkingen. Na drie jaar productie heeft de chip meer dan 1,2 miljoen rails geproduceerd zonder veldfouten.
Deze case laat zien wat gestempelde stalen onderdelen kunnen bereiken als gereedschap en proces worden afgestemd op de toepassing – en niet alleen op het volume.
Kwaliteitsborging voor gestempelde stalen onderdelen – EEAT in de praktijk
Nuote metalenvolgt een uitgebreid kwaliteitssysteem dat is afgestemd op de kenmerken van gestempeld staal.
Ervaring met staalsoorten
Onze metallurgen en gereedschapsingenieurs hebben meer dan 10 jaar ervaring met het stempelen van koolstof- en gelegeerde staalsoorten. Wij begrijpen:
Terugveringsgedrag – Het elastische herstel van staal varieert afhankelijk van het koolstofgehalte; wij compenseren in matrijsontwerp
Braamvorming – Zachter koolstofarm staal produceert grotere bramen dan hard staal; wij passen de spelingen dienovereenkomstig aan
Warmteontwikkeling – Dikke stalen stempels genereren aanzienlijke hitte; we gebruiken smeermiddelen en perssnelheidsregeling
Expertise in post-stempelbehandeling
Gestempelde stalen onderdelenvereisen voor de meeste toepassingen corrosiebescherming. Nuote Metals exploiteert het zinken in eigen huis en werkt samen met gecertificeerde coaters voor poedercoating en e-coat. Wij bieden:
Meting van laagdikte – röntgenfluorescentie (XRF) voor galvaniseren
Hechtingstests – Cross-hatch tape-test volgens ASTM D3359
Zoutsproeitesten – ASTM B117 voor validatie van de corrosieweerstand
Gezaghebbendheid door middel van normen
Onsgestempelde stalen onderdelenvoldoen aan:
ISO 9001:2015 – Kwaliteitsmanagementsysteem
IATF 16949 – Automotive-kwaliteit (op aanvraag beschikbaar voor automotive-projecten)
ASTM A109 – Standaard voor koudgewalste koolstofstalen strip
RoHS – Voor geplateerde onderdelen (zeswaardig chroomvrij waar gespecificeerd)

Vertrouwen door documentatie
Elke zending gestempelde stalen onderdelen van Nuote Metals omvat:
Materiaaltestrapport (MTR) – Molencertificaat met chemische en mechanische eigenschappen
Dimensionaal inspectielogboek – Belangrijkste metingen met geslaagd/mislukt-status
Coatingcertificaat (indien geplateerd of gecoat) – Dikte, type, batchnummer
Eerste artikelinspectie (FAI) – Compleet maatrapport voor nieuwe gereedschappen
Ontwerpoverwegingen voor gestempelde stalen onderdelen
Om klanten te helpen hun ontwerpen te optimaliseren voor maakbaarheid, biedt Nuote Metals deze richtlijnen.
Minimale buigradii
| Materiaal dikte | Laag koolstofstaal (SPCC) | Verenstaal met hoog koolstofgehalte (SK5) |
|---|---|---|
| 0,5 mm | 0,5 mm (1xD) | 1,0 mm (2xD) |
| 1,0 mm | 1,0 mm (1xD) | 2,0 mm (2xD) |
| 2,0 mm | 2,0 mm (1xD) | 4,0 mm (2xD) |
| 3,0 mm | 3,0 mm (1xD) | 6,0 mm (2xD) |
| 4,0 mm | 5,0 mm (1,25xD) | Niet aanbevolen |
Minimale gatgrootte
Doorsteekgaten in koolstofarm staal: Diameter ≥ materiaaldikte
Doorsteekgaten in hoog koolstof- of gelegeerd staal: Diameter ≥ 1,2 x materiaaldikte
Randafstand (gat tot rand): ≥ 1,5 x materiaaldikte (om uitpuilen te voorkomen)
Toleranties voor gebogen kenmerken
| Functie | Standaardtolerantie | Precisie (met munten) |
|---|---|---|
| Buighoek (luchtbuigen) | ±1,5° | ±0,75° |
| Buighoek (munten) | ±0,5° | ±0,25° |
| Vormhoogte (kuiltjes, verschuivingen) | ±0,15 mm | ±0,08 mm |
| Flens lengte | ±0,20 mm | ±0,10 mm |
Veelgestelde vragen over gestempelde stalen onderdelen
Hieronder vindt u de meest voorkomende technische vragen die Nuote Metals heeft ontvangengestempelde stalen onderdelen.
Vraag 1: Wat is het verschil tussen onderdelen van gestempeld staal met een laag koolstofgehalte en een hoog koolstofgehalte? Hoe kies ik?
A: Het koolstofgehalte bepaalt de sterkte, hardheid en vervormbaarheid. Onderdelen van gestempeld staal met een laag koolstofgehalte (SPCC, 1008, 1010) bevatten minder dan 0,15% koolstof. Ze zijn zacht, taai en gemakkelijk in complexe vormen te stempelen, inclusief diepe trekkingen en krappe bochten. Ze hebben echter een relatief lage sterkte (treksterkte 270–400 MPa) en kunnen niet met warmte worden behandeld voor een hogere hardheid. Onderdelen van gestempeld staal met een hoog koolstofgehalte (SK5, 1080) bevatten 0,75–1,0% koolstof. Ze zijn veel sterker (treksterkte 800–1.100 MPa na uitharding) en kunnen een hittebehandeling ondergaan tot HRC 50–60. Ze zijn echter minder vervormbaar (minimale buigradius 2xT of meer) en vereisen zwaardere persingen. Nuote Metals adviseert koolstofarm staal voor beugels, behuizingen, chassis en getrokken behuizingen. Aanbevolen staal met een hoog koolstofgehalte voor veren, clips, houders en slijtvaste onderdelen. Voor toepassingen die kracht tussen deze uitersten nodig hebben, biedt medium koolstofstaal (1045) een balans.
Vraag 2: Hoe voorkomt Nuote Metals roest op gestempelde stalen onderdelen voordat deze door de klant worden geassembleerd of gecoat?
A: Staal roest snel als het wordt blootgesteld aan vocht. Nuote Metals neemt verschillende maatregelen ter bescherminggestempelde stalen onderdelentijdens opslag en transport. Ten eerste verwerken we onderdelen die door ons worden geplateerd of gecoat, binnen 24 tot 48 uur na het stempelen om oxidatie tot een minimum te beperken. Ten tweede passen we voor onderdelen die worden verzonden in de staat waarin ze zijn gestempeld (ongecoat) een roestwerende olie toe (licht, verwijderbaar met alkalische reiniger) en verpakken we ze in vochtwerende zakken met droogmiddel. Ten derde bieden we een tijdelijke fosfaatcoating (mangaan- of zinkfosfaat) die 1 tot 3 maanden roestbescherming binnenshuis biedt en ook de verfhechting verbetert voor klanten die later gaan schilderen. Voor langdurige opslag of internationale verzending raden wij klanten aan een beschermende coating (verzinking of e-coat) op te geven als onderdeel van de bestelling. Als u gestempelde stalen onderdelen ontvangt die lichte roest aan het oppervlak vertonen, kan dit meestal worden verwijderd met een mild schurend middel of een zure pekel. Voor kritische toepassingen dient u echter al tijdens de offertefase een corrosiepreventieplan op te geven bij Nuote Metals.
Vraag 3: Wat is de maximale dikte van gestempelde stalen onderdelen die Nuote Metals kan produceren? Vereisen dikkere onderdelen speciaal gereedschap?
A: Nuote Metals kan staal tot een dikte van 8,0 mm stansen voor eenvoudige stansbewerkingen, en tot 6,0 mm voor onderdelen die moeten worden gebogen of gevormd. Voor dikke gestempelde stalen onderdelen (meer dan 4,0 mm) zijn echter speciale overwegingen vereist. Ten eerste neemt het perstonnage aanzienlijk toe: voor een stalen onderdeel van 6,0 mm dik kan 200 tot 400 ton nodig zijn, afhankelijk van het blanco formaat. Ten tweede moet de gereedschapsspeling worden vergroot (doorgaans 10–15% per zijde) om overmatige bramen en gereedschapsbreuk te voorkomen. Ten derde heeft dik staal een minimaal elastisch herstel, dus compensatie voor terugvering is minder kritisch, maar scheuren in de randen worden een probleem voor gaten nabij randen.Nuote metalenheeft een perscapaciteit tot 400 ton en beschikt over gereedschapsstaalvoorraden die geschikt zijn voor zwaar stempelwerk. Voor onderdelen die dikker zijn dan 6,0 mm raden we vaak lasersnijden of plasmasnijden aan als alternatief voor stempelen, omdat de gereedschapskosten onbetaalbaar worden. Stuur uw dikmaattekening naar Nuote Metals voor een haalbaarheids- en kostenvergelijking.
Vraag 4: Kunt u gestempelde stalen onderdelen met schroefdraadgaten of hardware-inzetstukken stempelen? Welke secundaire bewerkingen zijn beschikbaar?
EEN: Ja,Nuote metalenbiedt verschillende methoden om schroefdraad toe te voegen aan gestempelde stalen onderdelen. De meest voorkomende zijn tappen (draden direct in geponste gaten snijden) en draadvormen (voor dikker staal, materiaal verplaatsen om schroefdraad te creëren zonder spanen). Voor gaten van M2 t/m M12 hebben wij tapmachines in huis. Voor toepassingen die sterkere schroefdraden of verwijderbare bevestigingsmiddelen vereisen, kunnen we inzetstukken (zelfklinkende moeren of tapeinden in PEM-stijl) rechtstreeks in de stempelmatrijs installeren met behulp van geautomatiseerde inbrengapparatuur. Andere secundaire bewerkingen voor gestempelde stalen onderdelen zijn onder meer puntlassen (projectielassen van moeren of beugels), klinken (het verbinden van twee gestempelde componenten) en warmtebehandeling (voor onderdelen met een hoog koolstofgehalte die veertemperatuur nodig hebben). Specificeer eventuele secundaire bewerkingen op uw tekening en Nuote Metals zal deze in de processtroom opnemen – vaak binnen dezelfde progressieve matrijs om de verwerkingskosten te verlagen.

Waarom samenwerken met Nuote Metals voor gestempelde stalen onderdelen?
Het selecteren van de juiste stempelpartner zorgt voor een consistente kwaliteit, concurrerende prijzen en betrouwbare levering voor uw stalen componenten. Nuote Metals biedt:
- Brede staalselectie – staalsoorten met een laag, gemiddeld, hoog koolstofgehalte en legering op voorraad
- Diktebereik – 0,3 mm tot 6,0 mm (8,0 mm voor blindering)
- Interne beplating – Zink-, zink-nikkel- en zwarte oxidelijnen
- Tappen en hardware plaatsen – Secundaire werkzaamheden op locatie
- Volumes van 1.000 tot 10.000.000+ – van prototype tot massaproductie
- Gratis DFM-analyse – We optimaliseren uw ontwerp voor het stempelen vóór het bewerken
- Voorbeeldonderdelen – 20 gratis stuks uit productietools
- Wereldwijde verzending – Lucht of zee naar Noord-Amerika, Europa, Azië en daarbuiten
ContactNuote metalenvandaag nog om uw tekening te uploaden of uw tekening te besprekengestempelde stalen onderdelenprojectvereisten.
Hottags: Gestempelde stalen onderdelen, China gestempelde stalen onderdelen, fabrikant van gestempelde onderdelen
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid