
Producten






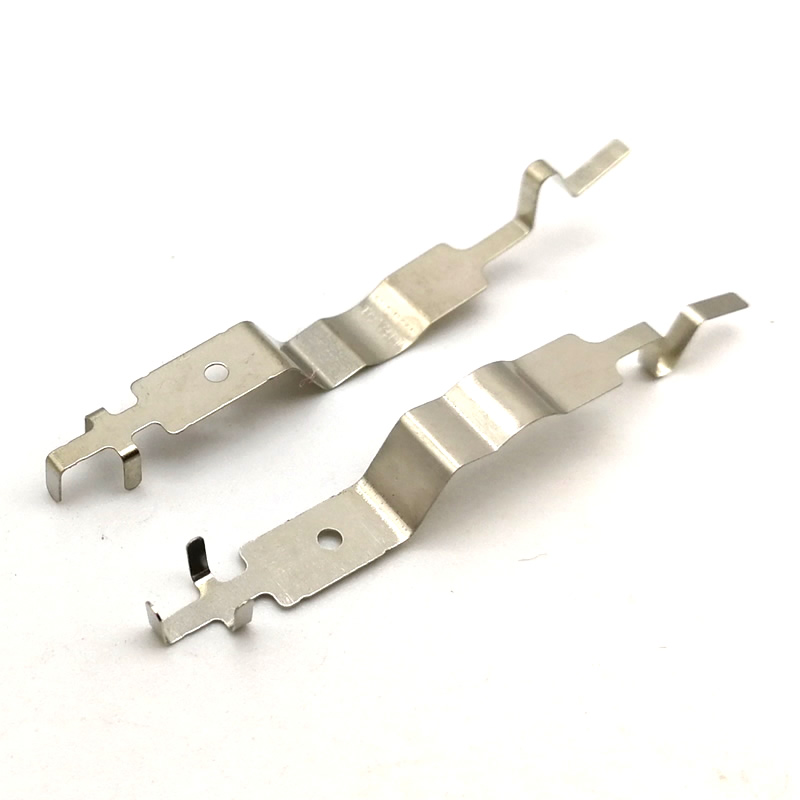
Stempelen van kleine onderdelen
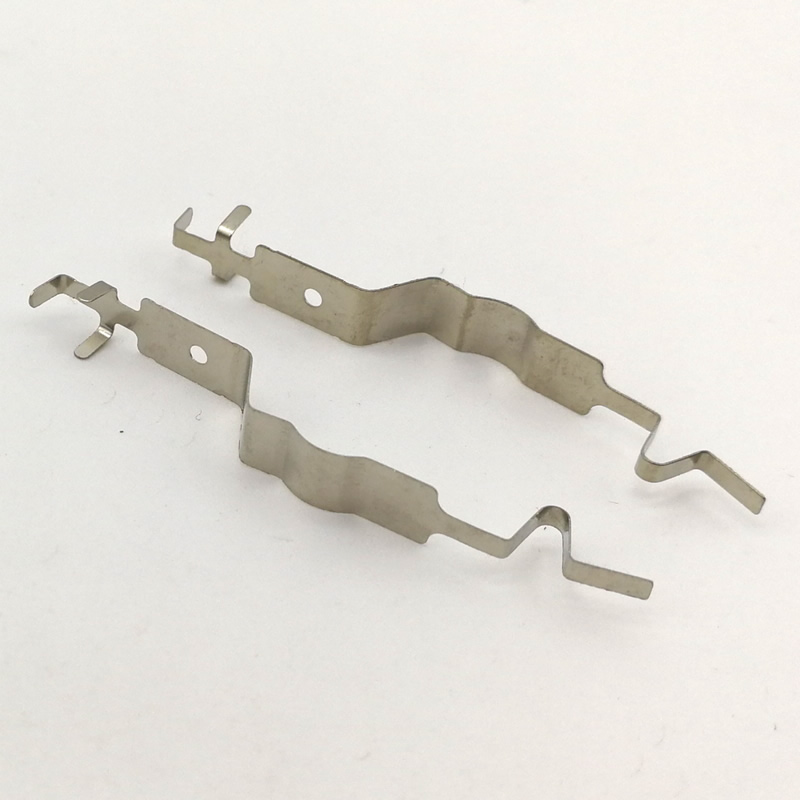
Uit China biedt de fabrikant Nuote Metals op maat gemaakte kleine onderdelen voor elektronica en medische apparaten. Precisiematrijzen creëren kleine componenten met nauwe toleranties. Los miniaturisatie-uitdagingen op betrouwbare wijze op. Vertrouw op de fabrikant voor kwaliteit tot in elk klein detail.
Stuur onderzoek
Productomschrijving
In de wereld van het vormen van metaal biedt formaat unieke uitdagingen. Voor het stempelen van kleine onderdelen (componenten die slechts een paar millimeter in doorsnee zijn of fracties van een gram wegen) zijn gespecialiseerde apparatuur, gereedschappen en procescontrole vereist. Een kleine braam of een maatverschuiving van 0,02 mm kan een hele batch onbruikbaar maken.
Nuote metalenheeft speciale productielijnen speciaal voorkleine onderdelen stempelen. Onze persen, voedingen en matrijzen zijn geoptimaliseerd voor miniatuurcomponenten die worden gebruikt in elektronica, medische apparatuur, uurwerken en precisie-automobielsystemen. Wij produceren kleine onderdelen met snelheden tot 1200 slagen per minuut, met toleranties van ±0,01 mm.
Wat zijn kleine onderdelen stempelen?
Stempelen van kleine onderdelenzijn metalen onderdelen die doorgaans worden gekenmerkt door:
Maximale afmeting – Minder dan 30 mm in elke richting
Materiaaldikte – Meestal 0,1 mm tot 1,5 mm
Gewicht – Vaak minder dan 5 gram
Complexiteit – Kan meerdere bochten, doorboorde gaten, reliëfkenmerken of gemunte oppervlakken omvatten
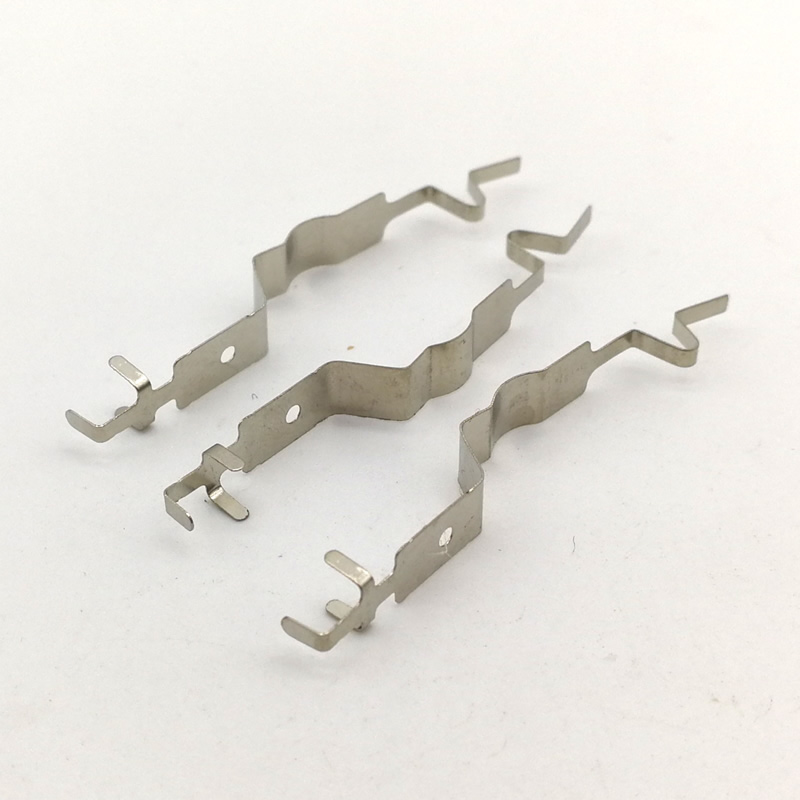
Voorbeelden van het stempelen van kleine onderdelen zijn connectorpennen, veercontacten, schildafdekkingen, batterijpolen, horlogeschakels, sensorbeugels en tips voor chirurgische instrumenten.
De economie vangestempelde onderdelenzijn uniek. Hoewel de stukprijs laag is, is het gereedschap compact (veel holtes per matrijs) en zijn de kwaliteitseisen uitzonderlijk hoog. Nuote Metals heeft het proces verfijnd om betrouwbaarheid op grote schaal te leveren.
Waarom kiezen voor Nuote Metals voor het stempelen van kleine onderdelen?
Gespecialiseerde persen voor kleine onderdelen
Standaard stempelpersen zijn daar niet ideaal vooronderdelen stempelen. Nuote Metals exploiteert hogesnelheidsprecisiepersen met:
Korte slaglengtes – 10 mm tot 30 mm (verkort de luchttijd, verhoogt de SPM)
Trillingsgedempte frames – Behoudt de matrijsuitlijning bij hoge snelheden
Servovoedingen met een nauwkeurigheid van ±0,02 mm – essentieel voor dunne, smalle spoel
In-matrijssensoren – Detecteer invoerfouten, uitwerpen van onderdelen en gereedschapsslijtage
Gereedschap ontworpen voor miniatuurfuncties
Onze sterft voorkleine onderdelen stempelengebruik:
Micro-geslepen hardmetalen ponsen – Diameters zo klein als 0,3 mm
Wisselplaten van wolfraamcarbide – Bestand tegen hoge cyclusslijtage
Positieve uitwerping van onderdelen – Lucht- of veerpennen voorkomen vastkleven
Optische verificatiestations – In-die camera's voor kritische afmetingen
Cleanroom- en verwerkingsprotocollen
Kleine onderdelen gaan gemakkelijk verloren of worden vervuild.Nuote metalenhandhaaft:
Speciale verpakkingslijnen voor kleine onderdelen – antistatische trays, tape-and-reel of op maat gemaakte zakken
Magnetische en vibrerende feeders – Voor geautomatiseerd tellen en verpakken
100% visuele inspectie – Vergroot voor oppervlaktedefecten die onzichtbaar zijn voor het blote oog
Bekijk de video om te zien hoe we stempelonderdelen maken
Technische specificaties voor het stempelen van kleine onderdelen
Materiaalopties
| Materiaal | Gemeenschappelijke dikte (mm) | Typische kleine onderdelen |
|---|---|---|
| Koolstofarm staal (SPCC, 1008) | 0,15 – 1,0 | Sluitringen, afstandhouders, clips |
| RVS (304, 301 halfhard) | 0,10 – 0,8 | Veercontacten, medische mesjes |
| Messing (C260, C268) | 0,10 – 0,8 | Connectorpinnen, terminals |
| Fosforbrons (C5191) | 0,10 – 0,5 | Relaisveren, wisselmessen |
| Berylliumkoper (C17200) | 0,10 – 0,5 | Hoogwaardige veren, batterijcontacten |
| Aluminium (5052, 1100) | 0,15 – 1,0 | EMI-schilden, warmteverspreiders |
| Nikkel zilver | 0,10 – 0,5 | Decoratieve elektronische bekleding, corrosiebestendige contacten |
Dimensionale mogelijkheden voor het stempelen van kleine onderdelen
Nuote metalenbereikt de volgende toleranties opkleine onderdelen stempelen.
| Parameter | Standaard mogelijkheden | Hoge precisiemogelijkheden (op aanvraag) |
|---|---|---|
| Minimale lengte/breedte van het onderdeel | 1,0 mm | 0,8 mm |
| Minimale gatdiameter | 0,3 mm (0,5 mm voor dikkere materialen) | 0,2 mm (met hardmetalen stempel) |
| Middentolerantie van gat tot gat | ±0,025 mm | ±0,010 mm |
| Tolerantie blanco contour | ±0,025 mm | ±0,015 mm |
| Buighoek | ±0,5° | ±0,3° |
| Vlakheid (meer dan 10 mm lengte) | ±0,05 mm | ±0,02 mm |
| Braamhoogte (geschoren randen) | ≤0,03 mm | ≤0,01 mm (met secundair ontbramen) |
| Tolerantie van de muntdikte | ±0,010 mm | ±0,005 mm |
Productiesnelheden en volumes
| Materiaal dikte | Typische perssnelheid (SPM) | Dagelijkse output (per dienst) | Minimale economische bestelling |
|---|---|---|---|
| 0,1 – 0,3 mm | 800 – 1.200 | 400.000 – 600.000 | 500.000 stuks |
| 0,3 – 0,8 mm | 400 – 800 | 200.000 – 400.000 | 200.000 stuks |
| 0,8 – 1,5 mm | 200 – 400 | 100.000 – 200.000 | 100.000 stuks |
Opmerking:kleine onderdelen stempelenbij lagere volumes kan het zuiniger zijn met lasersnijden of chemisch etsen.Nuote metalengeeft procesadviezen op offertebasis.
Typische matrijsconfiguraties voor het stempelen van kleine onderdelen
| Sterftype | Aantal stations | Typische holtes per stripbreedte | Beste voor |
|---|---|---|---|
| Progressief met één rij | 8 – 20 | 1 – 2 | Complexe delen met bochten, munten of meerdere piercings |
| Progressief met meerdere rijen | 10 – 30 | 4 – 16 | Eenvoudige platte onderdelen (ringen, clips, aansluitingen) |
| Overdrachtsmatrijs | 6 – 12 | 1 (maar grote strook) | Grotere kleine onderdelen (meer dan 15 mm) die zware vervorming vereisen |
Wijmaakt gebruik van matrijzen met meerdere rijen voor grote volumesonderdelen stempelen, waardoor stripverspilling wordt verminderd en de productie per persslag wordt verhoogd.
Toepassingen van het stempelen van kleine onderdelen
Nuote metalenbenodigdhedenklein onderdeel stempelennaar industrieën waar precisie op miniatuurschaal van cruciaal belang is.
Elektronica en connectoren
USB- en HDMI-connectorpinnen (messing of fosforbrons)
Contacten simkaarthouder (roestvrij staal, vernikkeld)
Batterijveercontacten voor wearables
Afschermvingers en aardklemmen (berylliumkoper)
Leadframes voor sensoren en LED's
Medische apparaten
Onderdelen voor chirurgische nietmachine, aambeeld en cartridge
Tandheelkundige gereedschapspunten (roestvrij, scherpe randen)
Implanteerbare apparaatconnectoren (titanium of 316L roestvrij staal)
Borgringen voor de katheternaaf
Diagnoseteststripcontacten (verguld)
Automobiel en EV
Zekeringkastklemmen (vertind messing)
Kabelboomclips (verenstaal)
Sensormontagebeugels (dun roestvrij)
Contactbladen voor oplaadpoort
Batterijmanagementsysteemrails (klein formaat)
Horlogemakerij en micromechanica
Tandwieltreinbruggen (messing)
Met de hand ingestelde stelen (gestempelde plano's voor verdere bewerking)
Kastveerclips
Afstandsringen voor beweging
Consumentenproducten
Oplaadcontacten voor oordopjes (verguld roestvrij)
Drone motor montageplaten (aluminium)
Batterijpolen van de afstandsbediening
Ritsschuifregelaars en treklipjes (klein gestempeld staal)
Gespcomponenten voor rugzakken
Kwaliteitsborging voor het stempelen van kleine onderdelen – EEAT in de praktijk
Nuote metalenhanteert gespecialiseerde kwaliteitsprotocollen voor miniatuurcomponenten.
Ervaring met microtooling
Onze gereedschapmakers hebben tientallen jaren ervaring met het slijpen van ponsen met een diameter van slechts 0,3 mm. We gebruiken draadvonken en malslijpen om een matrijsspeling van 5-8% per zijde te bereiken – cruciaal voor het schoon knippen van dunne materialen zonder bramen.
Expertise in inspectie met hoge vergroting
Standaard meetgereedschappen zijn onvoldoende voor het stempelen van kleine onderdelen. Nuote Metals gebruikt:
Visiemeetsystemen – 100x vergroting met submicronresolutie
Keyence lasermicrometers – Contactloze meting met 1.000 metingen/seconde
Rasterelektronenmicroscopie (SEM) – voor foutanalyse en randkwaliteitverificatie (indien nodig uitbesteed)
Gezaghebbendheid door industriestandaarden
Onskleine onderdelen stempelenvoldoen aan:
ISO 9001:2015 – Kwaliteitsmanagement
IPC-610 – Acceptatie van elektronische assemblages (voor connector- en contactonderdelen)
RoHS & REACH – Materiaalconformiteit voor elektronica
IATF 16949 – Automotive-kwaliteit (beschikbaar voor kleine auto-onderdelen)
Vertrouwen door 100% geautomatiseerde inspectie
Voor het kritisch stempelen van kleine onderdelen,Nuote metalenimplementeert:
In-die optische sensoren – Controleer de aanwezigheid van onderdelen en de basisgeometrie bij 1.200 SPM
Visiesortering na het stempelen – Weigert onderdelen met maat- of oppervlaktedefecten
Tape-and-reel met geautomatiseerd tellen – Garandeert exacte hoeveelheden zonder stukken te missen
Veelvoorkomende uitdagingen bij het stempelen van kleine onderdelen en hoe Nuote Metals deze oplost
| Uitdaging | Oorzaak | Nuote metalen-oplossing |
|---|---|---|
| Bramen op microgaten | Doorbuiging van de pons of onjuiste speling | Hardmetalen ponsen met geleide stripplaten; speling geoptimaliseerd per dikte |
| Onderdeel blijft aan de pons plakken (picken) | Vacuüm of statische lading | Positieve luchtuitstoot; gecoate stempels (TiN of DLC); antistatische ionisator |
| Dimensionale inconsistentie over de stripbreedte | Ongelijkmatige spoelspanning of voedingsfout | Servovoeding met gesloten-lusregeling; stijltang met knijprollen |
| Gebogen of gedraaide delen na het stempelen | Restspanning door munten of buigen | In-line stressverlichtend (hitte); tegenbuigstations |
| Ontbrekende onderdelen tijdens het verpakken | Statische aantrekkingskracht of klein formaat | Antistatische dienbladen; geautomatiseerde trilvoeders met telsensoren |
Veelgestelde vragen over het stempelen van kleine onderdelen
Hieronder vindt u de meest voorkomende technische vragen die wij ontvangenons met betrekking totonderdelen stempelen.
Vraag 1: Wat is de kleinste maat voor het stempelen van kleine onderdelen die Nuote Metals kan produceren?
A: Nuote Metals heeft kleine onderdelen geproduceerd met een lengte van slechts 0,8 mm en een breedte van 0,3 mm, met een materiaaldikte van 0,1 mm. Het praktische minimum hangt af van de complexiteit van de functies. Voor een eenvoudige platte sluitring of contactkussen kunnen we onderdelen tot een diameter van 0,5 mm stempelen met behulp van hardmetalen gereedschap en hogesnelheidspersen. Voor onderdelen waarvoor gaten nodig zijn, is de minimale gatdiameter 0,2 mm (materiaaldikte ≤0,15 mm). Voor onderdelen met bochten of gevormde kenmerken is de minimale onderdeelgrootte ongeveer 1,5 mm in elke afmeting om ruimte voor het gereedschap mogelijk te maken. Als uw kleine onderdelen kleiner zijn dan deze limieten, kan Nuote Metals alternatieve processen aanbevelen, zoals fotochemisch etsen (PCM) of lasermicrobewerking. We moedigen u aan om uw tekening in te dienen voor een haalbaarheidsonderzoek. Onze ingenieurs zullen u adviseren of stempelen technisch en economisch haalbaar is.
Vraag 2: Hoe controleert Nuote Metals bramen bij het stansen van kleine onderdelen, vooral wanneer onderdelen worden gehanteerd of in contact komen met gevoelige componenten?
A: Braambeheersing is kwaliteitszorg nummer één bij het stansen van kleine onderdelen.Nuote metalenhanteert een aanpak op drie niveaus. Ten eerste geoptimaliseerde matrijsspeling: voor dunne materialen (minder dan 0,3 mm) handhaven we een speling tussen matrijs en matrijs van slechts 3-5% per zijde, wat de braamvorming dramatisch vermindert, maar hardmetalen ponsen vereist om slijtage te voorkomen. Ten tweede, scherp onderhoud van het gereedschap: we houden het aantal ponsslagen bij en vervangen of slijpen de ponsen elke 500.000 tot 2.000.000 slagen, afhankelijk van de abrasiviteit van het materiaal. Ten derde, secundair ontbramen voor het kritisch stansen van kleine onderdelen: we bieden vibrerend tuimelen met keramische of plastic media, wat een uniforme randradius van 0,01–0,03 mm produceert en bramen verwijdert tot een hoogte van ≤ 0,01 mm. Voor onderdelen die geen enkele waarneembare braam verdragen (bijvoorbeeld medische mesjes of elektrische contacten die geen krassen mogen maken op de pasoppervlakken), bieden wij elektrolytisch polijsten (voor roestvrij staal) of micro-schuren. Geef uw maximaal toegestane braamhoogte op de tekening aan, en Nuote Metals selecteert het juiste proces.
Vraag 3: Wat is de typische doorlooptijd voor het bewerken en eerste monsters van het stempelen van kleine onderdelen?
A: Doorlooptijden voorkleine onderdelen stempelenafhankelijk van de complexiteit van het onderdeel en de matrijsconstructie. Voor eenvoudige platte onderdelen (sluitringen, clips, terminals) die gebruik kunnen maken van matrijzen met meerdere rijen met 2-4 stations, levert Nuote Metals doorgaans de eerste monsters binnen 15-20 werkdagen na goedkeuring van de tekening. Voor het complexe stempelen van kleine onderdelen met meerdere buigingen, munt- en doorsteekfuncties waarvoor progressieve matrijzen met 8-15 stations nodig zijn, varieert de doorlooptijd van het gereedschap van 25-35 werkdagen. We bieden een versnelde service (30% extra toolingkosten) die de doorlooptijd met 7-10 dagen verkort. Na goedkeuring van het gereedschap bieden wij 20 gratis proefstukken aan voor klantinspectie. De productietijd voor het stempelen van kleine onderdelen bedraagt doorgaans 10 tot 15 werkdagen voor bestellingen tot 500.000 stuks, ervan uitgaande dat plateren of secundaire bewerkingen standaard zijn. Neem contact op met Nuote Metals met uw onderdeeltekening voor een specifieke tijdlijn.
Vraag 4: Hoe worden gestempelde kleine onderdelen verpakt om verlies of schade tijdens verzending te voorkomen? Kunt u tape-and-reel leveren voor geautomatiseerde montage?
A: Ja, Nuote Metals biedt meerdere verpakkingsopties aanonderdelen stempelen. Voor handmatige montage of gebruik in kleine volumes bieden wij antistatische polyzakken met hitteverzegelde sluitingen en droogmiddel, meestal verpakt in 1.000–10.000 stuks per zak (afhankelijk van de grootte van het onderdeel). Voor geautomatiseerde pick-and-place-assemblage bieden we tape-and-reel-verpakkingen volgens de EIA-481-normen, beschikbaar voor onderdelen zo klein als 1,0 mm x 1,0 mm. Onze tape-and-reel-service omvat antistatische draagtape, afdektape met gecontroleerde afpelkracht en plastic haspels met een diameter van 7 inch of 13 inch. Voor zeer kleine of delicate onderdelen bieden wij ook wafelplaten aan (JEDEC-standaard) met individuele vakken om te voorkomen dat de onderdelen elkaar raken. Voor bestellingen met een hoog volume kunnen wij bulkverpakkingen voorzien van geautomatiseerd tellen en etiketteren. Geef tijdens de offerteaanvraag uw voorkeursverpakkingsmethode op. Voor bestellingen van meer dan 50.000 stuks worden doorgaans geen extra kosten in rekening gebracht voor tape-and-reel.
Waarom samenwerken met Nuote Metals voor het stempelen van onderdelen?
Producerenonderdelen stempelenop grote schaal vereist gespecialiseerde expertise die algemene stempelwinkels niet kunnen bieden. Nuote Metals biedt:
Perssnelheden tot 1.200 SPM – Geoptimaliseerd voor miniatuuronderdelen
Toleranties tot ±0,01 mm – Geverifieerd door zichtmeting
Materialen zo dun als 0,1 mm – Van verenstaal tot berylliumkoper
Matrijzen met meerdere rijen – Tot 16 holtes per slag voor vlakke onderdelen
In-die- en post-stempelinspectie – 100% vision-sortering beschikbaar
Tape-and-reel-verpakking – Klaar voor geautomatiseerde montage
Prototypingservice – Soft tooling voor validatie op kleine volumes
Gratis DFM-feedback – We identificeren potentiële problemen voordat we aan de slag gaan
ContactNuote metalenvandaag nog om uw tekening in te dienen of uw tekening te besprekenkleine onderdelen stempelenvereisten.
Hottags: Stempelen van kleine onderdelen, Stempelen van onderdelenfabriek, China Stempelen van kleine onderdelen
Stuur onderzoek
Stel gerust uw vraag via onderstaand formulier. Wij zullen u binnen 24 uur antwoorden.









X
We gebruiken cookies om u een betere browse-ervaring te bieden, het siteverkeer te analyseren en de inhoud te personaliseren. Door deze site te gebruiken, gaat u akkoord met ons gebruik van cookies.
Privacybeleid